

Introduction
Materials and Methods
연구방법
알팔파 시편 및 시험 장치
시험 변수 설정
부분요인배치 시험 설계
데이터 필터링
반응표면모형 구성
분산분석
반응표면분석을 이용한 속도별 최적 조건 탐색
수치 최적화를 통한 전역 최적조건 탐색
크리깅 반응표면법 기반 대리모델 구축 및 최적화
Results and Discussion
데이터 필터링 및 최대절단력 도출
반응표면 분석 결과 및 최적 조건
전역 최적조건 탐색
크리깅 모델링 결과 및 민감도 분석
Conclusions
Introduction
알팔파는 반추동물에게 필수적인 섬유질과 단백질을 제공하는 핵심 자원이자, 윤작 시 토양 비옥도를 개선하는 지속 가능한 작물로서 가치가 높다(Kulkarni et al., 2018). 알팔파는 일반적으로 사료작물 수확기를 통해 절단 및 수확되며, 이 과정에서 절단 효율과 에너지 소모는 절단날의 형상과 작동 조건에 크게 의존한다. 따라서 절단 성능 향상은 수확기의 작업 효율 측면에서 중요한 연구 주제로 인식되고 있다. 절단 성능 향상을 위해 칼날 형상과 절단 메커니즘을 개선하려는 다양한 연구가 수행되고 있다. Ma 등(2024)은 생체 모사 구조를 적용한 칼날 설계를 제시하였는데 기존 형상에 비해 절단 저항과 변형을 효과적으로 감소시키는 것으로 보고되었다(Ma et al., 2024). Zhang 등(2019)의 연구에서는 슬라이딩 절단 메커니즘을 적용할 경우 슬라이딩각 증가에 따라 절단 저항이 유의하게 감소하는 경향이 확인되었다. 또한, 알팔파 줄기의 직경 및 절단 속도가 전단 특성에 미치는 영향을 분석한 Roshanghiyasi 등(2025)의 연구에 따르면, 절단 속도가 증가함에 따라 전단 강도와 전단력 및 전단 에너지가 감소하는 경향이 확인된 바 있다. 칼날 형상 및 운동 조건의 복합적인 영향을 체계적으로 분석하기 위해 반응표면분석과 같은 통계적 기법이 널리 활용되고 있다. Song 등(2025)은 Box–Behnken 설계와 분산분석을 통해 절단 높이, 절단각 및 운전 조건을 최적화함으로써 절단력과 에너지 소비를 효과적으로 저감할 수 있음을 제시하였다. 그러나 대부분의 연구는 제한된 변수 조합을 대상으로 수행되었으며, 알팔파 줄기를 대상으로 절단강도를 평가지표로 설정하고 칼날 변수와 절단 속도의 상호 영향을 분석한 연구는 상대적으로 부족하다. 따라서 본 연구에서는 알팔파 줄기 절단 시험을 통해 절단강도를 최소화하는 최적 절단 조건을 도출하고자 하였다.
Materials and Methods
연구방법
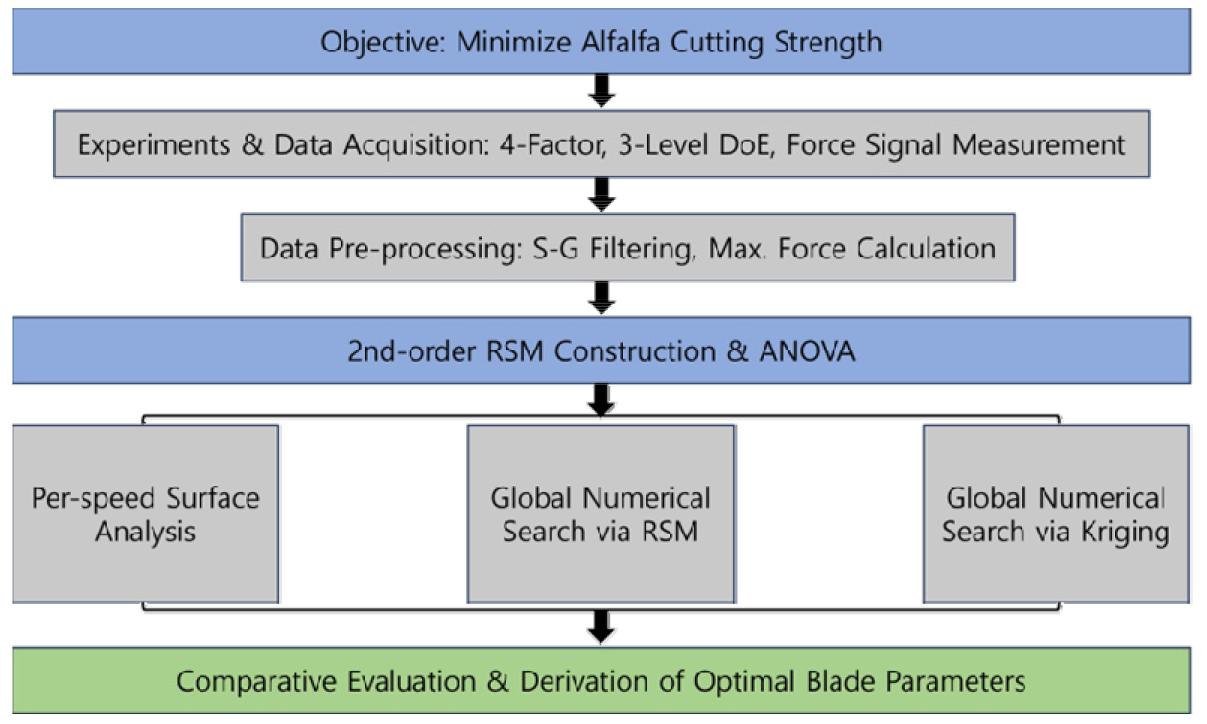
본 연구는 Fig. 1의 순서로 진행된다. 우선, 4요인 3수준 부분요인배치법에 따른 시험을 진행하였으며, 절단 시험을 통해 획득된 힘 신호는 Savitzky–Golay 필터를 거쳐 최대 절단강도 산출을 위한 데이터로 사용되었다. 이후 통계적 유의성 검토를 위한 2차 반응표면모형을 구성하고 분산분석을 실행하였다. 속도별 반응표면 분석, RSM 기반 수치 최적화, 크리깅 기반 수치 최적화를 수행하였으며 이를 종합하여 알팔파 절단 칼날 최적 변수를 도출하였다.
알팔파 시편 및 시험 장치
실제 수확 시 10 cm 길이의 범위에서 절단이 이루어진다는 점을 바탕으로 시편은 뿌리로부터 10 cm 길이로 절단하여 준비하였으며, 뿌리에서 2 cm 떨어진 지점을 절단 위치로 설정하였다(Xie et al., 2025). 각 시편에 대해 디지털 캘리퍼스를 이용하여 미리 표시된 절단 위치에서 줄기 지름을 측정하였고, 알팔파 줄기의 단면을 원형으로 가정하여 단면적을 계산하였다(Xie et al., 2025). 시험에는 총 135개의 시편을 사용하였다.
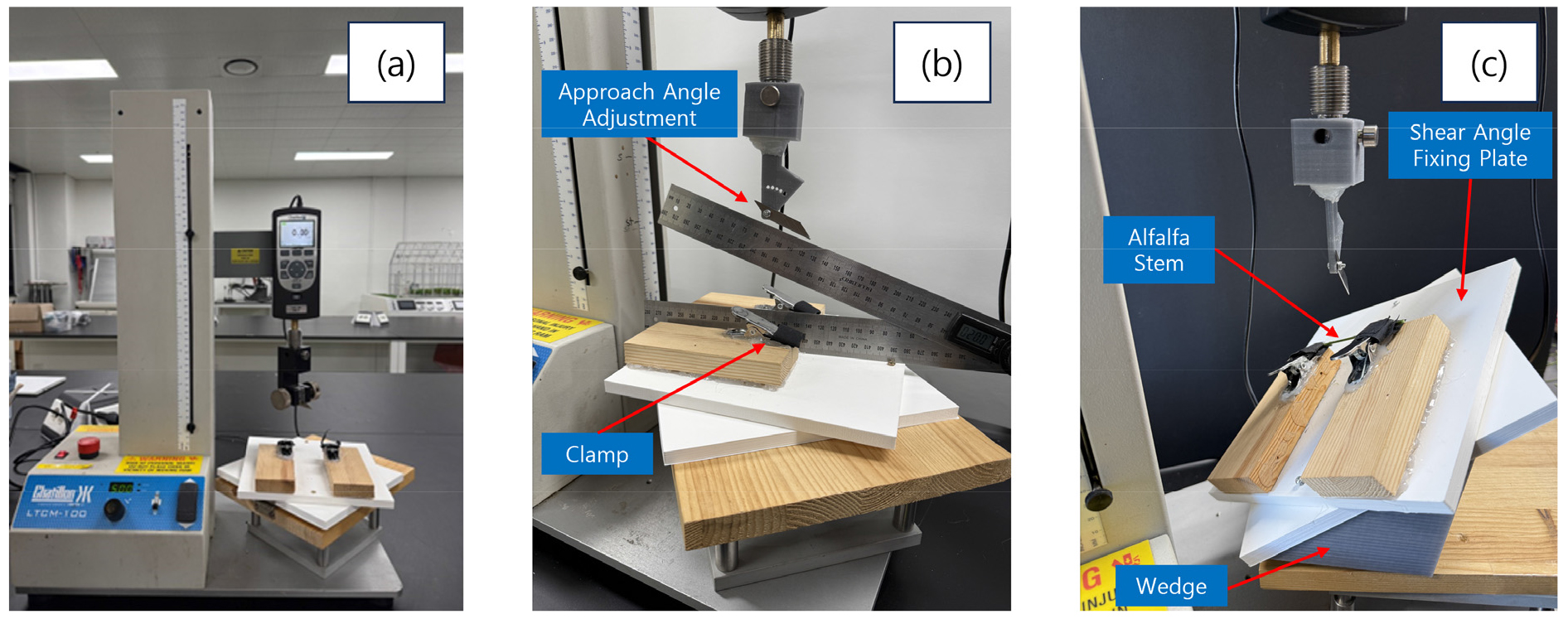
알팔파 줄기의 절단력 측정을 위해 사용한 시험 장치 및 각도 조절용 고정구의 구성은 Fig. 2와 같다. 절단 시험은 Fig. 2(a)의 만능 재료 시험기(LTCM-100, Chatillon, USA)와 만능시험기(DFS 2, Chatillon, USA)를 사용하여 수행되었으며 절단 과정에서 발생하는 힘–시간 신호를 획득하였다. 칼날의 각도 조건을 설정하기 위하여 Fig. 2(b)와 같이 줄기 시편을 고정한 상태에서 칼날 끝단의 각도를 조정하여 접근각을 설정하였다. 또한 Fig. 2(c)와 같이 각기 다른 경사각의 쐐기형 지지대로 슬라이딩각을 고정하고 전단각 변경용 고정 플레이트를 이용하여 전단각을 조절할 수 있도록 구성하였다.
절단도구로는 시중에서 구하기 용이한 표준 규격의 교체형 칼날을 사용하였다. 칼날의 초기 절단 성능을 평가하기 위해 날카로움 측정기(PT50B Pro, Edge on up, Australia)를 이용하여 날카로움 지수를 평가하였으며, 측정된 평균 날카로움 하중은 142 g이다.
시험 변수 설정
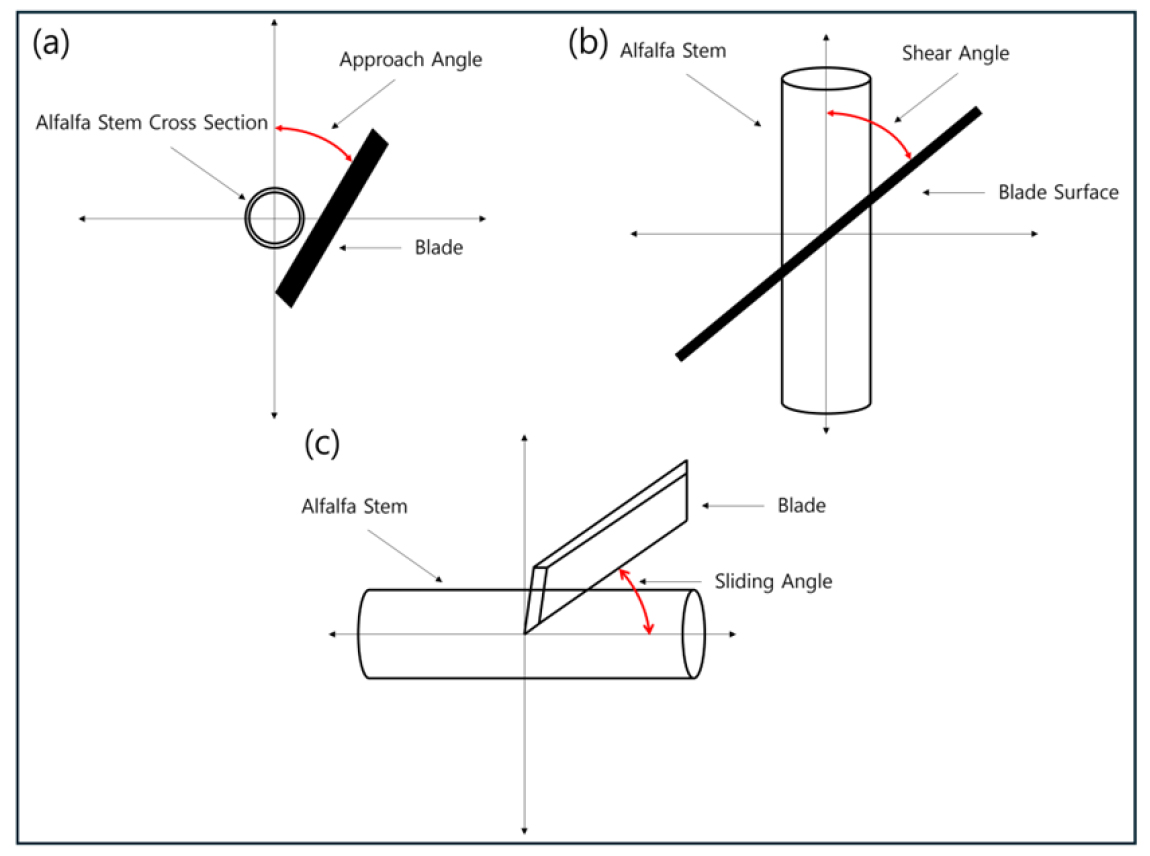
Fig. 3는 알팔파 줄기와 칼날의 상대 위치를 기준으로 접근각, 전단각 및 슬라이딩각의 정의를 나타낸 그림이다. 본 연구에서는 전단각(Shear angle), 접근각(Approach angle), 슬라이딩각(Sliding angle) 및 칼날 속도(Blade speed)를 독립 변수로 선정하였다. 줄기 자체의 단면적으로 인한 영향을 줄이기 위하여 줄기 단면적 차이에 따른 영향을 최소화하기 위하여 종속변수 는 식 (1)과 같이 절단 시험에서 측정된 최대 절단력을 해당 알팔파 줄기 시편의 단면적으로 나눈 절단강도로 정의하였다(Li et al., 2025).
Where,
: Cutting Strength (N/mm2)
: Maximum force (N)
: Stem cross-sectional area (mm2)
Table 1은 네 가지 칼날 변수와 각 변수의 실제 수준과 부호화 수준을 정리한 것이다. 전단각은 줄기의 길이 방향 축과 절단면이 이루는 각으로 정의하였으며, 40°, 50°, 60°의 세 수준으로 설정하였다(Vu et al., 2020). 접근각은 칼날 끝단이 칼날 이동 방향에 수직인 선과 이루는 각으로 정의하였고, 0°, 20°, 40°의 세 수준으로 설정하였다(Jyoti et al., 2018; Shete et al., 2025). 슬라이딩각은 칼날 이동 방향과 칼날이 이루는 각으로 정의하였으며, 0°, 30°, 45°의 세 수준으로 설정하였다(Zhang et al., 2019). 칼날 속도는 시험기의 실제 작동 속도 범위를 고려하여 100, 300, 500 mm/min의 세 수준으로 설정하였다.
Table 1
Blade variables and their levels.
| Level |
Shear Angle (°) |
Approach Angle (°) |
Sliding Angle (°) |
Blade Speed (mm/min) |
| -1 | 40 | 0 | 0 | 100 |
| 0 | 50 | 20 | 30 | 300 |
| 1 | 60 | 40 | 45 | 500 |
부분요인배치 시험 설계
네 가지 칼날 변수를 각각 3수준으로 설정할 경우 총 81개의 시험 조건이 요구된다. 시험 횟수를 감소시키면서도 각 요인의 효과를 독립적으로 추정하기 위하여, 3수준 정규직교배열을 이용한 부분요인배치 시험을 설계하였다(Ahmad Dar and Anuradha, 2018). Table 1에 제시된 전단각, 접근각, 슬라이딩각 및 칼날 속도를 직교배열의 네 개 열에 배치하여 총 27개의 시험 조건을 구성하였으며, 각 조건에서 5회 반복 측정한 절단강도의 평균값을 분석에 활용하였다(Ahmad Dar and Anuradha, 2018; Aravind and Periyasamy, 2014; Kumar et al., 2023).
데이터 필터링
측정된 힘–시간 신호는 노이즈를 제거하기 위해 Savitzky–Golay 필터를 적용하였다. Savitzky–Golay 필터는 인접한 데이터점에 저차 다항식을 적용한 필터로서, 신호의 전반적인 추세를 왜곡하지 않으면서 정밀도를 향상시키는 데 널리 사용된다(Sadeghi et al., 2020). 필터링 된 힘-시간 곡선에서 가장 높은 피크값을 최대 절단력으로 선정하였다(Ganesh et al., 2025).
반응표면모형 구성
알팔파 줄기의 절단강도에 영향을 미치는 변수를 파악하기 위해서 2차 반응표면모형을 구성하였다(Song et al., 2025). 직교배열에 따라 구성된 27개 시험 조건에서 각각 5회 반복 측정한 절단강도의 평균값을 종속변수로 사용하였으며, 회귀계수는 최소제곱법을 이용하여 추정하였다(Nathan et al., 2024).
분산분석
절단강도에 대한 각 설계 인자의 효과와 2차 반응표면모형의 통계적 유의성 및 적합성을 평가하기 위하여 분산분석(Analysis of Variance)을 수행하였다(Lai et al., 2026). 회귀모형의 제곱합과 모형 부적합 제곱합은 27개 시험 조건의 평균 절단강도를 기준으로 산출한 후 조건별 반복 횟수인 5회를 반영하였으며 동일한 시험 조건에서 측정된 총 135개 반복 관측값의 변화로부터 순수오차를 계산하였다. 이에 따라 전체 잔차를 반응표면모형이 각 설계점의 평균값을 충분히 설명하지 못하여 발생하는 모형 부적합과 동일한 시험 조건의 반복 측정 과정에서 발생하는 순수오차로 구분하였다. 전체 모형과 각 회귀항의 유의성은 잔차 평균제곱을 기준으로 산출한 F값과 유의확률을 이용하여 평가하였다. 모형 부적합 검정은 모형 부적합 평균제곱을 순수오차 평균제곱으로 나누어 산출한 F값과 이에 대응하는 유의확률을 이용하여 수행하였다. 유의수준 5%에서 모형 부적합이 통계적으로 유의하지 않은 경우, 해당 반응표면모형이 설정된 시험 범위 내에서 절단강도의 변화를 적절하게 설명하는 것으로 판단하였다.
반응표면분석을 이용한 속도별 최적 조건 탐색
절단 속도 조건에 따른 칼날 형상 인자의 최적 조건을 탐색하기 위해 반응표면분석을 적용하였다. 칼날 속도는 100, 300, 500 mm/min의 세 수준으로 각각 고정하였으며, 전단각, 접근각, 슬라이딩각 중 두 요인을 변수로 설정한 2차원 반응표면을 구성하였다(Fnides et al., 2024). 나머지 한 요인은 수준 중 하나를 선정하여 고정하였고, 각 변수 조합에 대해 설계 범위 내에서 세분화된 격자점을 생성하여 절단강도를 예측하였다. 예측 절단강도가 음수로 나타나는 비물리적 영역은 분석에서 제외하였으며, 각 속도 및 고정 변수 조합에 대해 최소 예측값과 이에 대응하는 전단각, 접근각 및 슬라이딩각을 수치적으로 탐색하였다. 해당 절차를 통해 도출된 변수 조합을 각 절단 속도 조건에서의 국부 최적 조건으로 정의하였다.
수치 최적화를 통한 전역 최적조건 탐색
설계 범위 내에서 알팔파 절단강도를 최소화하는 칼날 변수 조합을 도출하기 위해 반응표면분석을 기반으로 수치 최적화를 통한 전역 최적조건 탐색을 수행하였다. 목적함수는 전단각, 접근각, 슬라이딩각 및 칼날 속도의 함수로 표현된 회귀모형의 예측 절단강도로 정의하였으며, 각 요인의 탐색 범위는 Table 1에 제시된 수준으로 제한하였다. 수치 최적화에는 SQP(Sequential Quadratic Programming) 알고리즘의 일종이고 국소 최적해(Local optimum)를 찾기 위한 매우 빠른 수학적 최적화 도구인 Sequential Least Squares Programming(SLSQP) 알고리즘을 적용하였고, 알고리즘 구현은 Python의 scipy.optimize 라이브러리를 이용하여 수행하였다(Gong et al., 2023; Joshy and Hwang, 2024; Lee et al., 2023). 초기 추정값은 각 요인의 중간값으로 설정한 후, 제약조건을 포함하지 않은 상태에서 목적함수를 최소화하여 반응표면 내의 최소점을 도출하였다. 반응표면 회귀모형의 특성상 일부 영역에서 예측 절단강도가 0에 근접하거나 음수로 계산되는 비 물리적인 해가 발생할 수 있으므로, 이러한 경우를 배제하기 위해 절단강도가 0보다 큰 값을 갖는 영역으로 최적화 탐색 범위를 제한하였다(Chang and Wild, 2026).
크리깅 반응표면법 기반 대리모델 구축 및 최적화
기존의 2차 반응표면모형이 포착하기 어려운 비선형적 영향을 반영하여 최적화하기 위해 크리깅 모델을 도입하였다(Kong et al., 2026; Nguyen, 2019). 이 모델은 가우시안 과정 회귀(Gaussian Process Regression) 기법을 기반으로 설계 변수 간의 통계적 상관관계를 분석하여 응답 변수를 예측한다(Rasmussen and Williams, 2006). 크리깅 모델은 설계 공간 전체의 경향을 나타내는 전역모델과 실제 응답치와 전역 모델 간의 국부적인 편차를 보정하는 국부모델의 합으로 표현되며 이는 식 (2)와 같이 표현된다.
Where,
: Predicted cutting strength at design point
: Constant term representing the global trend
: Gaussian random process representing local deviations
절단강도의 복잡한 비선형적 변화를 반영하기 위해 Radial Basis Function(RBF) 커널을 기반으로 한 크리깅 모델을 구성하였다(Su et al., 2017). RBF 커널은 실험 데이터 간의 거리가 가까울수록 상관관계가 높다고 가정하여 데이터 사이를 부드러운 곡선 형태로 나타내는 특성이 있다. 임의의 두 설계점 사이의 공간적 상관관계를 나타내는 상관행렬 R은 식 (3)와 같이 정의된다.
Where,
: Correlation coefficient between two arbitrary points and
: Number of independent variables included in the model
: Coded levels of the -th design factor at points and
: Length scale of the -th design factor
4가지 설계 인자가 절단강도에 미치는 영향력이 각기 다를 것이라는 가정 하에, 각 입력 변수에 대해 독립적인 길이 척도(Length Scale)를 부여하는 이방성 커널(Anisotropic Kernel) 구조를 적용하였다. 등방성(Isotropic) 커널이 모든 차원에 대해 동일한 길이 척도를 적용하는 것과 달리, 이방성 커널은 각 입력 변수마다 독립적인 길이 척도 파라미터를 부여하며 모델 학습 과정에서 목적함수에 대한 각 변수의 기여도를 개별적으로 식별하고 가중치를 조정할 수 있게 한다(Rasmussen and Williams, 2006; Simpson et al., 2001). 길이 척도는 설계 변수 공간 내에서 데이터 간의 상관성이 유효하게 유지되는 거리를 의미한다. 물리적으로 이는 해당 변수가 변화할 때 응답 변수인 절단강도가 얼마나 빠르게 반응하는지를 나타내는 척도로 해석될 수 있다. 이러한 특성을 바탕으로 각 설계 인자가 절단강도에 미치는 상대적 영향력을 평가하기 위해, 식 (4)과 같이 길이 척도의 역수를 각 인자의 민감도 점수로 정의하였다.
Where,
: Sensitivity score of the -th design factor
: Length scale of the -th design factor
모델 학습에 앞서, 설계 인자 간의 단위 및 크기 차이로 인한 편향을 방지하기 위해 각 변수는 평균 0, 분산 1을 갖도록 표준화를 수행하였다. 알팔파 절단강도의 최적 조건을 도출하기 위해, 본 연구에서는 L-BFGS-B 수치 최적화 알고리즘을 크리깅 대체모델에 적용하였다(Di Pasquale et al., 2016). 이 알고리즘은 크리깅 모델이 생성하는 곡면의 기울기 정보를 활용하여 최적점을 찾아가므로 탐색 속도가 빠르다(Zhu et al., 1997). 특히, 실제 실험이 가능한 설계 범위 내에서만 최적해를 찾도록 제약 조건을 설정할 수 있어, 실현 가능한 최적 설계치를 정밀하게 도출하는 데 적합하다(Rumpfkeil, 2012).
Results and Discussion
데이터 필터링 및 최대절단력 도출
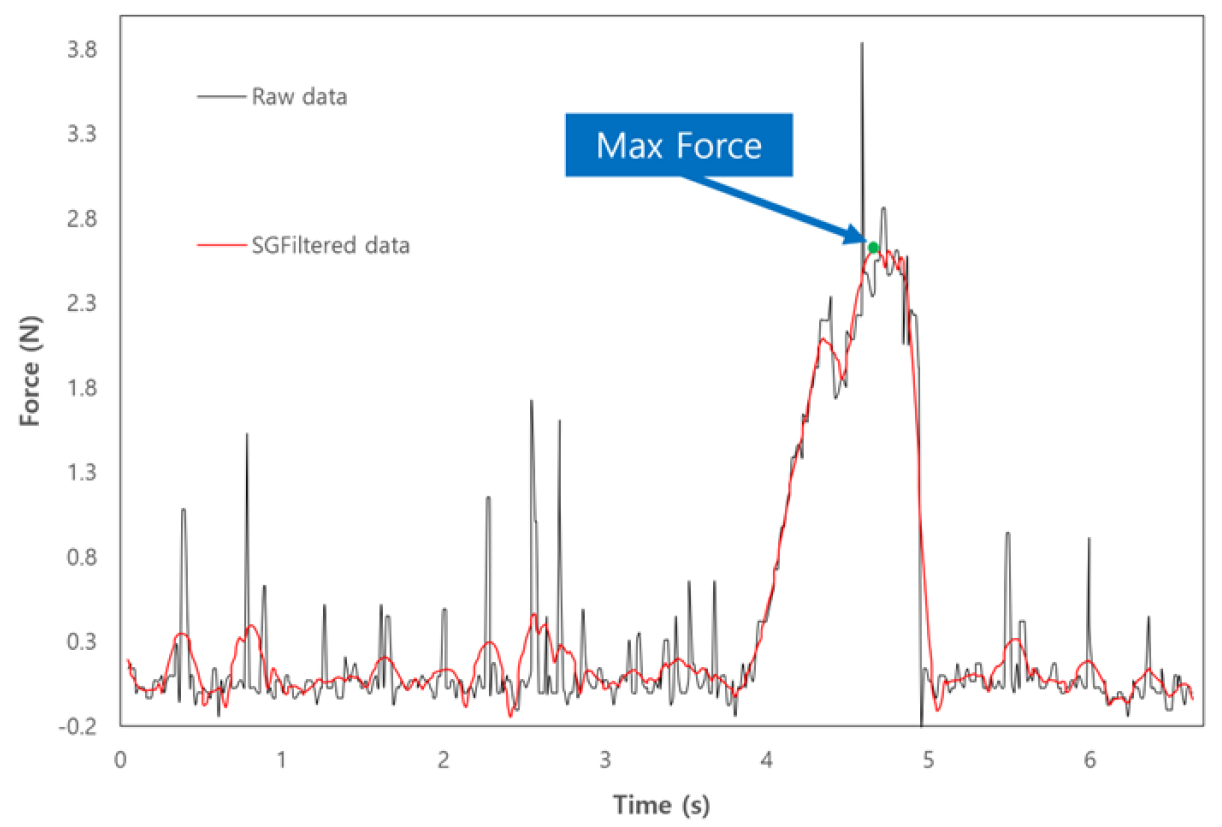
Fig. 4는 알팔파 줄기 절단 시험에서 측정된 힘–시간 곡선을 나타낸다. RAW 데이터는 센서 노이즈의 영향으로 절단 구간에서의 피크와 최대값 주변의 미세한 변동이 관찰되었다. Savitzky–Golay 필터가 적용된 신호에서는 기저선의 변동이 감소하고, 절단 구간에서의 힘 변화가 연속적으로 나타났으며, 이는 작물 줄기가 압축된 후 전단 파괴에 도달하는 전형적인 힘–변위 거동과 일치한다(Fnides et al., 2024). 이러한 필터링된 힘–시간 곡선을 기준으로 절단 구간에서의 최대값을 최대 절단력으로 정의하였다.
반응표면 회귀 모형 및 결정계수
본 시험을 통해 획득한 각 조건별 절단강도는 약 0.8~5.0 N/mm2 범위에서 분포하였으며 이후 반응표면모형 형성과 분산분석의 입력 변수로 활용하였다. 27개 시험 조합에서 얻은 평균 절단강도 데이터를 이용하여 최소제곱법으로 회귀계수를 계산하였고, 그 결과 도출된 4요인 2차 반응표면 회귀식은 식 (5)와 같다.
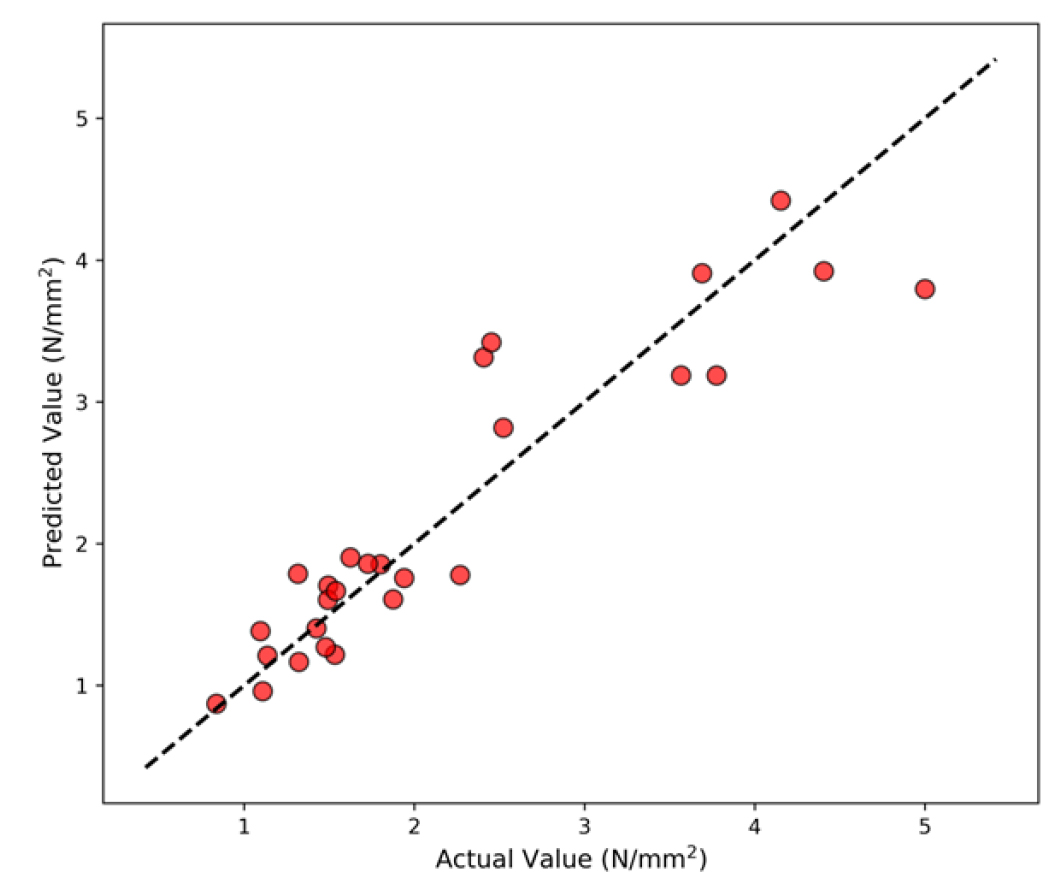
Fig. 5는 실측 절단강도와 반응표면 회귀모형의 예측값 간의 관계를 나타낸 산점도이다. 대부분의 데이터 점이 이상적 일치선 주변에 분포하였으며, 제안된 2차 반응표면 회귀모형의 결정계수 는 0.8489로 나타났다. 이는 절단강도 데이터에 대한 모형의 설명력이 약 85% 수준임을 의미한다.
분산분석(ANOVA) 및 모델 유의성
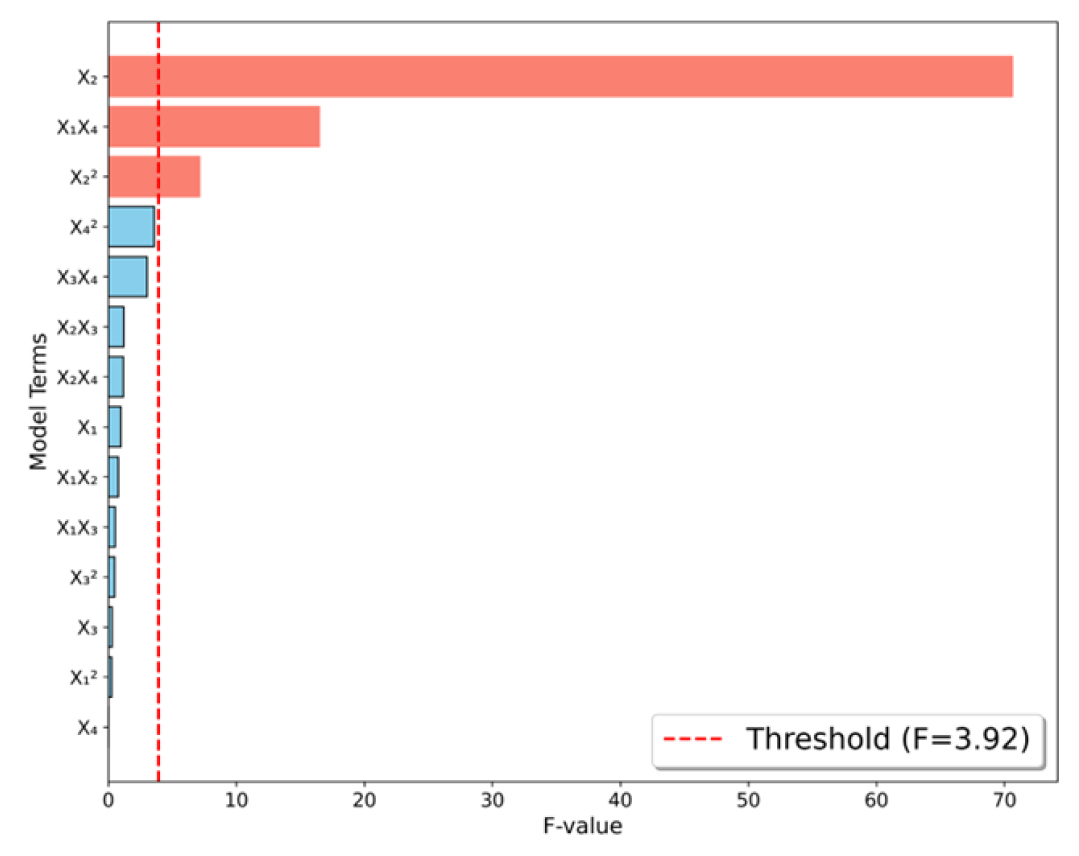
4요인 2차 반응표면모형의 통계적 타당성을 평가하기 위하여 분산분석을 수행하기 전 Shapiro-Wilk 검정 결과 p=0.3436으로 잔차에 대한 정규성을 확인하고 Breusch-Pagan 검정 결과 p=0.0841로 등분산성 가정이 충족됨을 통계적으로 검증하였다(Montgomery, 2017). Table 2는 분산분석 결과를 정리한 표이다. 전체 모형은 잔차에 비해 유의하게 큰 F값과 0.01보다 작은 유의확률을 보여 절단강도에 대해 통계적으로 유의한 설명력을 가지는 것으로 나타났다. 부적합 검정 결과, 부적합 항의 F값과 p값은 각각 1.62, 0.0957로 나타나 일반적인 유의수준 5%에서 유의하지 않은 것으로 나타났다. 이에 따라 본 연구에서 설정한 2차 반응표면모형은 설계된 시험 범위 내에서 시험 데이터의 경향을 반영하기에 적합한 것으로 확인된다. 개별 항에 대한 분산분석 결과, 접근각 의 주효과와 제곱항 이 p<0.01 수준에서 유의하게 나타나 접근각이 절단강도에 가장 지배적인 영향을 미치는 요인 중 하나임을 알 수 있었다. 또한 전단각과 칼날속도 의 교호작용 역시 유의한 항으로 나타나, 전단각의 효과가 속도 수준에 따라 달라지는 경향을 보인다. Fig. 6는 유의수준 5%에서 파레토 차트 분석을 수행한 결과 그래프이다. 분석 결과, 접근각 의 F-value가 70.61로 가장 높게 나타나 알팔파 절단에서 가장 영향력 있는 변수임을 확인하였다. 또한, 전단각과 칼날 속도의 상호작용 항인 와 접근각의 이차항인 역시 F-value의 임계치인 3.92를 초과하여 절단 강도에 통계적으로 유의미한 영향을 미치는 것으로 분석되었다.
Table 2
ANOVA model analysis table.
반응표면 분석 결과 및 최적 조건
Fig. 7과 Table 3은 칼날 속도 조건별로 전단각, 접근각 및 슬라이딩각이 알팔파 절단강도에 미치는 영향을 반응표면으로 나타내고, 각 속도에서 예측 절단강도가 최소가 되는 변수 조합을 정리한 것이다. Fig. 7에서의 빨간색 원 모양 표시는 그래프가 최소 절단강도를 나타내는 지점을 시각화 한 것이다. 칼날 속도 100 및 300 mm/min 조건에서는 전단각 60°, 접근각 40° 조합에서 최소 절단강도가 예측되었으며, 속도가 증가함에 따라 최적 슬라이딩각은 0°에서 약 45° 수준으로 증가하는 경향을 보였다. 반면, 500 mm/min 조건에서는 전단각이 40°로 감소하고 슬라이딩각이 최대 수준으로 증가한 조합이 최적 조건으로 도출되었다. 전반적으로 접근각 40°는 모든 속도 조건에서 공통적으로 최적 영역에 포함되어, 절단강도에 대한 영향이 큰 주요 변수임을 확인할 수 있다. 또한 절단 속도 변화에 따라 전단각과 슬라이딩각의 최적 조합이 달라지는 경향이 나타나, 속도 조건을 고려한 칼날 변수 설계의 필요성을 보여준다.
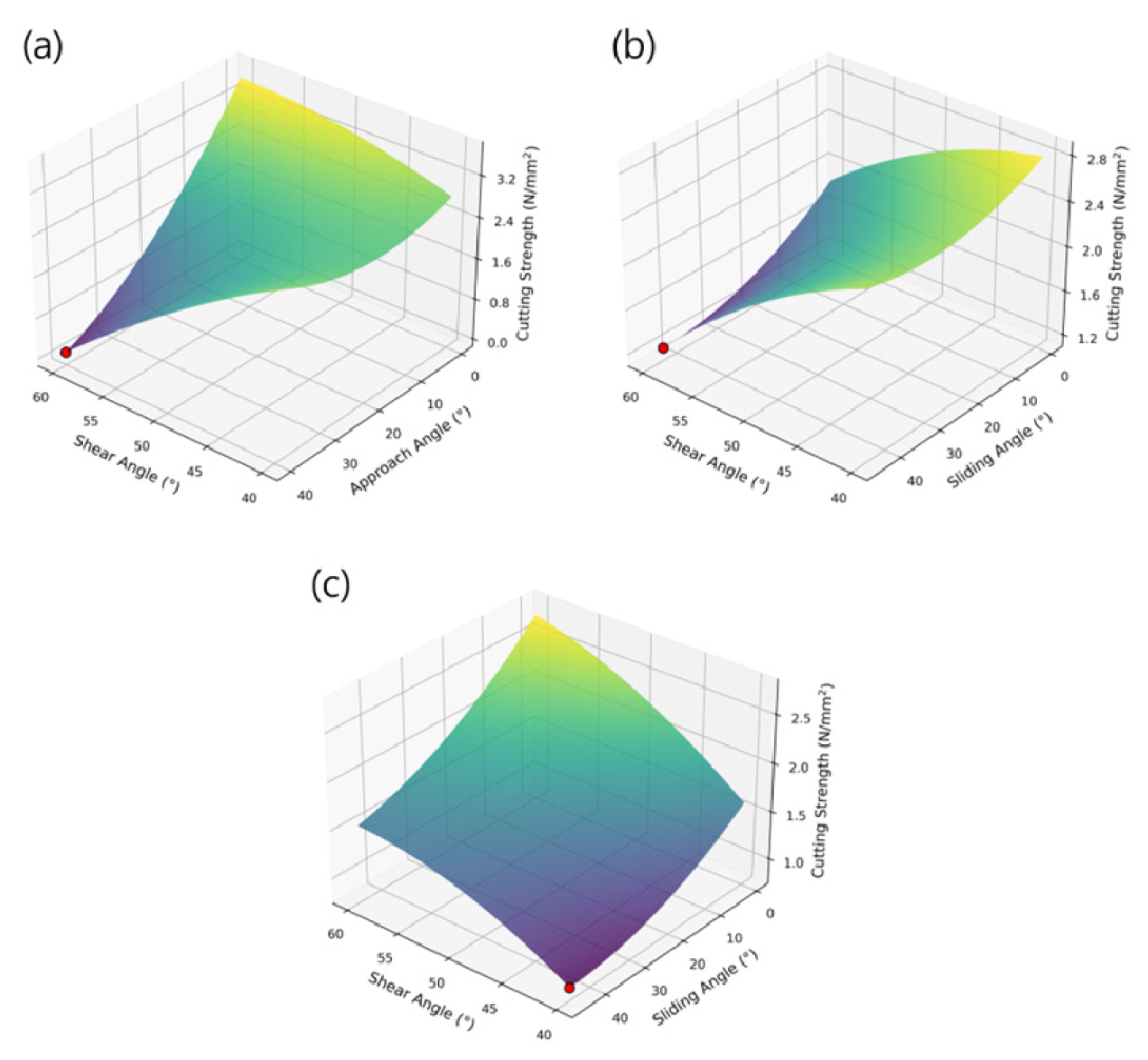
Table 3
Optimal cutting conditions and predicted cutting strength at each blade speed.
| Shear Angle (°) | Approach Angle (°) | Sliding Angle (°) | Blade Speed (mm/min) | Cutting Strength (N/mm2) |
| 60 | 40 | 0 | 100 | 0.1089 |
| 60 | 40 | 43.16 | 300 | 1.2096 |
| 40 | 40 | 45 | 500 | 0.8720 |
전역 최적조건 탐색
Table 4는 전역 최적화 결과로 도출된 칼날 변수 조합과 이에 대응하는 예측 절단강도를 정리한 표이다. 제약조건을 두지 않고 최적화를 수행한 경우 전단각 40°, 접근각 0.8301°, 슬라이딩각 25.1976°, 칼날 속도 500 mm/min에서 예측 절단강도가 – 0.6579 N/mm2로 계산되어 실제 절단 현상을 설명하기 어려운 결과가 나타났다. 이러한 문제를 고려하여 절단강도가 양의 값을 갖도록 제약을 부여한 상태에서 최적화를 다시 수행한 결과, 전단각 40.00025°, 접근각 0.0124°, 슬라이딩각 0.4457°, 칼날 속도 462.9737 mm/min에서 예측 절단강도가 0.001 N/mm2로 도출되었다. 모델이 0 N/mm2 이하로 수렴하려는 경향이 있어 하한 경계값인 0근처에서 탐색이 종료되었다. 이는 수학적 하한선에 수렴한 값일 뿐 실제 실험에서 구현 가능한 물리적 최적점으로 보기 어렵다. 특히 접근각과 슬라이딩각이 거의 0°로 수렴하는 경향은 반응표면의 2차 다항 회귀식이 데이터의 경계 영역에서 비선형적 경향을 충분히 반영하지 못함을 의미한다.
Table 4
Global optimal cutting conditions obtained from numerical optimization of the response surface model.
크리깅 모델링 결과 및 민감도 분석
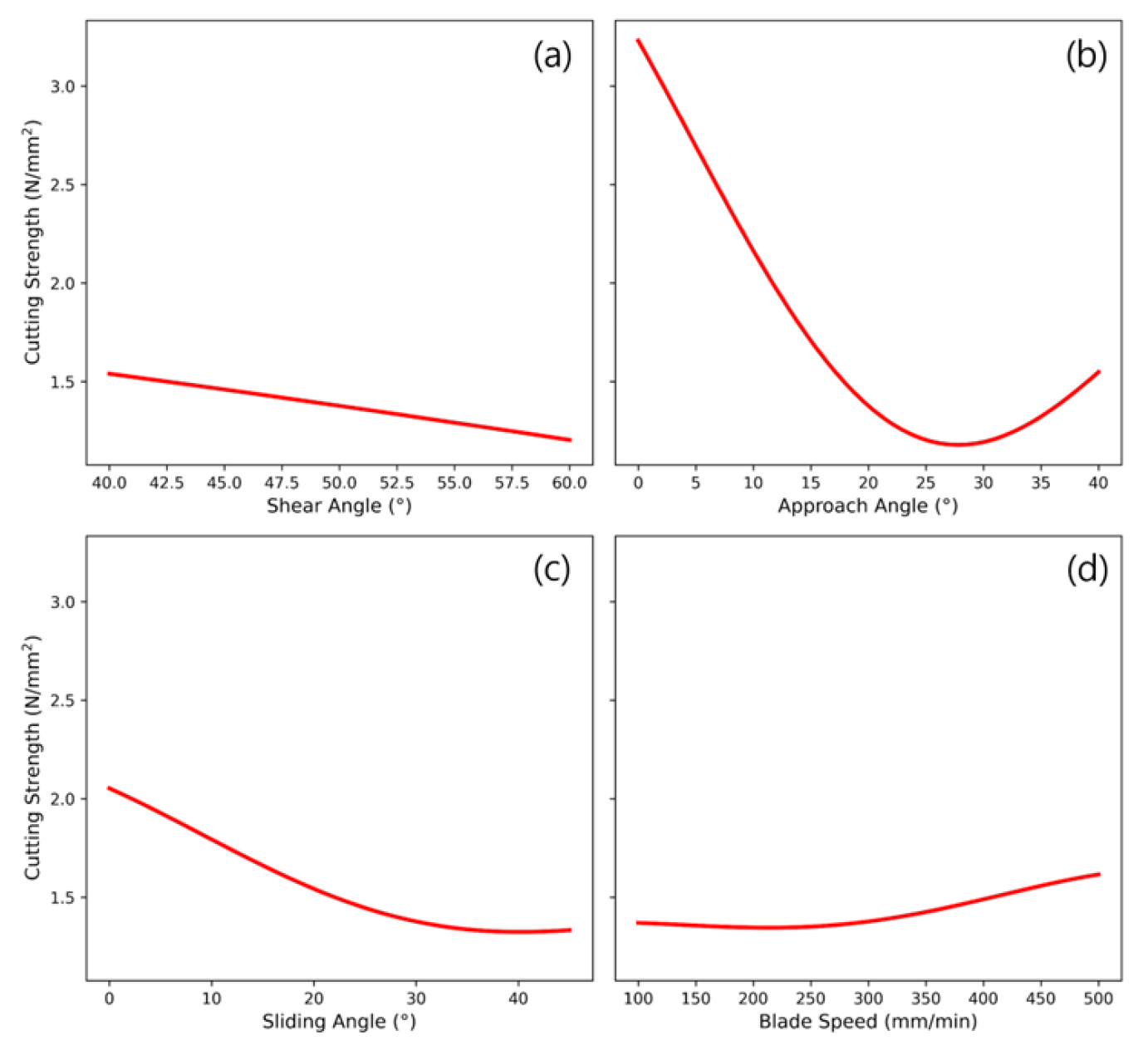
Table 5는 알팔파 줄기의 절단 강도를 최소화하기 위해 시험 설계 내에서 관측된 실제 최적 지점과 크리깅 대리모델의 수치 최적화를 통해 도출된 전역 최적 조건을 비교하여 나타낸 표이다. Table 6는 크리깅 모델 커널의 파라미터인 길이 척도를 활용하여, 각 설계 인자가 절단 강도의 비선형적 변화에 미치는 상대적 영향력을 민감도 점수로 환산하여 정리한 결과이다. Fig. 8은 절단강도에 대한 설계 인자별 주효과도를 그래프로 나타낸 것이다. 크리깅 모델을 활용하여 알팔파 절단강도를 분석한 결과, 테스트 데이터에 대한 결정계수는 0.9580으로 나타났다. 민감도 분석에서는 칼날 속도와 접근각이 절단강도 변화에 영향을 미치는 인자로 나타났으며, 슬라이딩각에서도 상대적으로 높은 민감도가 관찰되었다. 분산분석에서 칼날 속도의 주효과가 유의하지 않았음에도 크리깅 모델에서 높은 민감도가 확인된 것은 전단각과 칼날 속도 사이의 강한 상호작용이 모델 구성에 반영된 결과로 판단된다. 이는 해당 모델이 단순 선형 효과를 넘어 인자 간의 복합적인 상관관계를 반영하고 있음을 의미한다. Fig. 8에서 각 설계 인자를 최소값에서 최대값까지 변화시킬 때 설계 인자 중 접근각이 최저 절단강도를 형성하는 포물선 형태의 분포를 보였다. 이는 크리깅 모델이 인자에 대한 절단강도의 비 선형적인 경향을 반영한 결과이다. 접근각이 증가함에 따라 절단강도의 감소폭이 상대적으로 다른 인자들의 주효과도 보다 큰 것을 확인 가능하며 접근각이 절단강도에 영향을 미치는 핵심 인자라는 것을 의미한다. L-BFGS-B 알고리즘으로 도출된 전역 최적 조건은 전단각 60.0°, 접근각 35.16°, 슬라이딩각 45.0°, 칼날 속도 500 mm/min이며, 이때의 예측 절단강도는 0.6363 N/mm2로 계산되었다. 이는 실제 시험의 최소치인 0.8366 N/mm2와 비교하여 약 24% 감소된 결과이며 기존 회귀 분석으로 탐색이 어려운 영역 내의 최적 지점이 도출된 것으로 평가된다.
Table 5
Comparison of optimization results between experimental observations and Kriging model predictions.
| Design Factor | Experimental Optimum | Kriging Optimum |
| Shear Angle (°) | 40 | 60 |
| Approach Angle (°) | 40 | 35.16 |
| Sliding Angle (°) | 45 | 45 |
| Blade Speed (mm/min) | 500 | 500 |
| Cutting Strength (N/mm2) | 0.8366 | 0.6363 |
Conclusions
본 연구에서는 알팔파 줄기 절단 시험을 통해 전단각, 접근각, 슬라이딩각 및 칼날 속도가 절단강도에 미치는 영향을 분석하고, 절단강도 최소화를 위한 변수 최적화를 수행하였다. 4요인 3수준 부분요인배치 시험을 기반으로 구축한 2차 회귀모형은 를 나타냈으며, 2차 회귀모형을 이용한 분산분석 결과 주요 항이 유의하고 부적합 항은 유의하지 않아 설계 범위 내에서 절단강도 변화를 합리적으로 설명할 수 있는 것으로 나타났다. 접근각의 주효과와 제곱항이 가장 높은 F-value를 보여 절단강도에 가장 큰 영향을 미치는 핵심 변수로 확인되었고, 전단각과 칼날 속도 간의 유의미한 교호작용이 관찰되었다. 반면 슬라이딩각의 주효과는 유의하지 않았으나, 속도 조건과 결합될 경우 영향이 증가하는 경향을 보였다.
속도별 반응표면 분석 결과, 100, 300, 500 mm/min 조건 모두에서 접근각 40°가 공통적으로 최적 영역에 포함되었으며, 칼날 속도가 증가함에 따라 전단각은 감소하고 슬라이딩각은 증가하는 방향으로 최적 조합이 변화하였다. 전역 최적화 결과에서는 설계 공간 경계 부근에서 매우 낮은 절단강도가 예측되었다. 실제 실험에서 구현 가능한 물리적 최적점으로 보기 어렵고 비선형적 영향을 반영하지 못하는 한계를 보였음으로 적용을 위해서는 추가적인 검증이 필요하다. 크리깅 모델을 이용한 분석 결과에서는 민감도 분석과 주효과도 그래프를 통해 접근각이 절단강도에 유의미한 변수임을 확인하였다. 칼날 속도 역시 전단각과의 상호작용을 통해 절단 성능에 기여함을 확인하였다. 크리깅 모델은 접근각에 대해 설계 영역 내부의 최적값을 제시하였으며 전단각, 슬라이딩각 및 칼날 속도는 설계 범위의 경계 조건에서 최적값을 보였다. 절단강도를 최소화하는 접근각은 35.16°로 속도별 반응표면 분석에서 접근각 40°가 최적 값으로 나타난 경향과 부합한다. 크리깅 모델은 시험 설계점 내 최소치와 비교하여 약 24% 감소된 절단강도를 예측함을 보였다.
본 연구에서 도출한 알팔파 절단 변수의 최적 조건은 속도별 반응표면분석과 크리깅 모델을 통해 도출된 접근각 약 35°를 기준으로 칼날 속도에 따라 전단각과 슬라이딩각을 조합하는 설계 전략이 절단강도 최소화에 효과적임을 보여준다. 하지만 알팔파 줄기의 물성이나 함수율 등 작물 자체의 물리적 변수가 고려되지 않아 다양한 재배 환경에 적용하기에는 부족함이 있다. 이러한 한계점을 보완하기 위해 향후 연구에서는 보다 확장된 범위의 시험기의 속도와 각도 설정과 물리적 변수 추가를 통한 시험이 수행되어야 한다. 이를 통해 구성된 최적화 모델을 기반으로 실제 최적 형상 칼날을 제작하고 이를 사료작물 수확기에 장착하여 현장 작업 성능과 실제 에너지 소비량을 측정할 계획이다.
