

Introduction
문헌 검색 및 선정 기준
부착부 특성 및 물성
과경, 과병, AZ의 정의와 절단 대상 정리
기하, 형상 및 기계적 물성
시험, 계측 방법 및 결과 요약
과실 부착부(과경, 과병, AZ) 기반 엔드이펙터 성능 비교
엔드이펙터 구성
부착부 기준 엔드이펙터
성능지표와 비교방법
문제점 및 향후 연구방향
핵심 문제점 도출
표준 데이터, 벤치마크 제안
설계 프레임 및 현장 실증 로드맵
Conclusion
Introduction
국내 농업은 농가인구 감소와 고령화가 동시에 진행되고 있으며 수확, 선별, 포장과 같이 사람 손이 필요한 작업이 농번기에 집중되면서 인력 부족이 심화되고 있다. 통계청의 「2024년 농림어업조사」에 따르면 2024년 12월 1일 기준 농가인구는 200만 4천 명이며 농가인구 중 65세 이상 고령인구 비율은 55.8%로 확인되었다(Statistics Korea, 2025). 이러한 노동 구조 변화는 수확 적기 상실로 인한 미수확, 과숙 등 상품수량 및 품질 저하로 이어질 수 있어 자동화 및 농업로봇 기반 대안 마련이 필요하다. 한편 농번기 인력난 완화를 위해 정부는 외국인 계절근로자 제도를 확대 운영하고 있으며 2026년 도입 규모를 10만 9천 명 수준으로 배정하는 등 정책적 보완을 지속하고 있다(Ministry of Justice et al., 2025). 즉 단기 인력 보완과 별개로 중장기적으로는 작업 자동화 기술의 실용화가 병행되어야 한다.
이와 같은 노동집약 공정 중 적과(fruit thinning)는 작물의 상품성 확보를 위해 필수적인 관리 작업으로 과실의 크기·착색·당도 등 품질과 균일성을 개선하기 위해 꽃 또는 어린 열매(유과)를 선택적으로 제거하는 과정이다(Rutkowski and Łysiak., 2022). 적과는 개화기~착과 초기 등 생육 초기의 제한된 기간에 집중적으로 수행되는 것이 일반적이며 시기가 늦어질수록 품질 개선 효과가 감소할 수 있어 작업의 적기성이 중요하다(Lei et al., 2023). 또한 목표 과실을 남기고 불필요한 과실을 제거해야 하므로 작업자 숙련도와 반복 노동이 동시에 요구되며 손적과(hand thinning)는 특히 노동집약적이고 비용 부담이 큰 작업으로 알려져 있다(Caracciolo et al., 2017). 실제로 과수 재배에서 손적과 소요시간은 재배 조건과 방식에 따라 크게 달라지며 헥타르당 수십~수백 시간 수준까지 보고된 바 있다(Schupp et al., 2011). 따라서 적과는 단순 반복 작업이 아니라 “무엇을 제거할지”를 판단하고 “어디를 어떻게 분리할지”를 수행해야 하는 정밀 조작 작업으로서 로봇화의 필요성이 크다.
농업로봇은 센싱–인지–조작을 통해 파종·제초·방제·수확·관리 작업을 수행하는 시스템이며 그중 적과 로봇은 목표 과실(또는 제거 대상 과실)을 정확히 식별하고 주변 과실·줄기·잎과의 간섭을 최소화하면서 분리 동작을 수행해야 하므로 로봇이 작물과 직접 접촉하는 엔드이펙터(end-effector) 설계가 성능을 좌우한다. 적과 엔드이펙터는 로봇 팔 말단에서 제거 대상을 지지·파지하거나 안정화한 뒤, 전단·절단 또는 비틀림 등으로 식물체로부터 분리(detachment) 기능을 수행한다(Ao et al., 2025). 적과 엔드이펙터는 절단형과 비틀림·플러킹형 등으로 발전해 왔으며 최근에는 지지–정렬–분리(및 회수) 기능을 연동하는 통합 설계가 강화되는 경향이 나타나고 있다.
또한 과채류에서 실제 분리 대상은 과실 자체보다 과실 부착부(fruit attachment structures)로 구체화되며 과경(pedicel), 과병(peduncle), 그리고 작물에 따라 형성되는 탈리층(abscission zone; AZ)이 이에 해당한다. 예를 들어 토마토는 과경 중간에 AZ가 형성될 수 있고 이러한 구조는 분리 위치 선정과 실패 모드에 직접 영향을 준다(Ito and Nakano, 2015). 적과의 경우에도 “제거 대상 과실을 어디에서 분리할 것인가(과경, 과병, AZ 중 어떤 부위를 어느 위치에서 분리하는가)”가 작업의 성공과 손상 위험을 결정하므로 부착부의 범위와 절단, 분리 위치, 해당 부위의 기하·기계적 물성이 명확히 정리되지 않으면 연구 간 설계 조건과 성능을 공정하게 비교하기 어렵다.
최근 온실 작물(오이, 파프리카 등)을 대상으로 시각 서보 기반 접근과 정렬–절단(또는 비틀림) 동작을 결합한 연구가 축적되었으며 엔드이펙터의 분리 전략이 성공률과 손상률을 좌우한다(Arad et al., 2020; Bac et al., 2017; Park et al., 2023). 또한 흡착 기반 소프트 그리퍼 등 접촉 안정화 기술(Jo et al., 2024)도 발전하고 있으나 비교·재현성을 저해하는 요인은 절단·분리 부위 정의, 시험조건, 성능지표(성공 정의)의 불일치에 있다.
본 논문은 적과 로봇 개발을 위해 과실 부착부(과경·과병·AZ)와 절단, 분리 위치를 기준으로 엔드이펙터 연구를 물성–설계–평가 관점에서 정리한다. 적과 문헌의 한계를 보완하기 위해 수확 엔드이펙터 연구까지 포함해 분석 범위를 확장하고 분리 메커니즘을 조건부 설계 문제로 체계화한다. 또한 부착부·절단 위치, 조건 메타데이터, 단계별 지표와 사이클타임을 포함한 최소한의 형식을 제안하며 실내 반복시험, 정렬 불확실성 반영 평가, 온실·노지 장기 파일럿으로 이어지는 단계적 실증 관점을 제시한다.
문헌 검색 및 선정 기준
본 연구는 과실 부착부(과경, 과병, 탈리층(AZ))를 대상으로 하는 적과 및 수확 로봇 엔드이펙터 문헌을 폭넓게 검토하기 위해 Web of Science, Scopus, IEEE Xplore, Google Scholar를 주요 데이터베이스로 활용하였다. 문헌의 포함 기준은 다음과 같이 설정하였다. 첫째, 엔드이펙터의 기구·구동·제어 또는 분리(detachment) 메커니즘을 직접적으로 다루는 연구일 것이며 둘째, 분리 대상이 과경, 과병, 탈리층(AZ) 중 무엇인지와 함께 절단·분리 위치 또는 시험 조건이 명시되어 있을 것이고 셋째, 성공률, 손상률, 힘, 토크, 사이클타임 등 정량 지표 중 최소 1개 이상을 제시할 것이다. 반대로 엔드이펙터나 분리 메커니즘 설명이 없는 단독 연구, 정량 평가가 없는 개념 제안, 작물 및 부위 정의가 불명확한 문헌은 제외하였다. 또한 핵심 논문을 중심으로 인용·피인용 문헌을 추적 절차를 병행하여 검색 누락을 보완하였다. 용어와 표기는 본문에서 과경(pedicel), 과병(peduncle), 탈리층(abscission zone, AZ)을 최초 1회 병기한 뒤, 이후에는 ‘과경, 과병, 탈리층(AZ)’으로 통일하여 사용하였다.
부착부 특성 및 물성
과경, 과병, AZ의 정의와 절단 대상 정리
과채류 적과 및 수확에서 과실과 가지의 분리(detachment)는 과실 자체를 강하게 변형시키기보다, 과실과 식물체를 연결하는 과경 또는 과병을 목표로 수행되는 경우가 많다. 이때 인터페이스는 작물마다 동일하지 않으며 일부 작물에서는 과경 중간에 AZ가 형성되어 비교적 쉬운 적과 및 수확이 가능하다(Ito and Nakano, 2015). 하지만 실제 로봇 적과 환경에서는 잎, 줄기, 과실에 의한 가림(occlusion)과 과병 자세 변화가 절단부 정렬을 어렵게 하므로 과경, 과병의 위치, 자세 인지와 함께 “어디를 자를 것인가”에 대한 절단 부위 정의가 물성 데이터 정리의 출발점이 된다(Sa et al., 2017). Fig. 1과 같이 과경은 개별 과실(또는 꽃)을 지지하는 짧은 줄기(꽃자루, 열매자루)에 해당하고 과병은 과실(또는 과실 송이, 화서)을 식물체의 주경(줄기)과 연결하는 상대적으로 굵고 긴 지지축을 가리킨다. 로봇 적과의 “절단 대상”은 연구에 따라 과경 절단, 과병 절단, AZ 분리로 나뉘며 특히 토마토처럼 AZ가 뚜렷한 작물에서는 AZ를 적과 인터페이스로 이용한다. 따라서 절단, 분리 부위를 아래처럼 3분류로 고정하여 데이터를 정리하였다.
1. 과병(peduncle) : 주경-과실(또는 송이)을 잇는 축(굵고 상대적으로 강성이 큼)
2. 과경(pedicel) : 개별 과실을 지지하는 축(상대적으로 가늘고 자세 변동 큼)
3. 탈리층(abscission zone; AZ) : 과경 중간의 특수 조직(세포 분리로 탈리 발생)
특히 토마토 과경은 “근위부 과경(proximal pedicel)-AZ-원위부 과경(distal pedicel)”처럼 구간이 구분되는 것으로 확인되었으며 각 구간은 직경과 전단·절단 저항이 달라 같은 과경이라도 부위 정의없이는 물성 비교가 성립하기 어렵다(Weng et al., 2024).
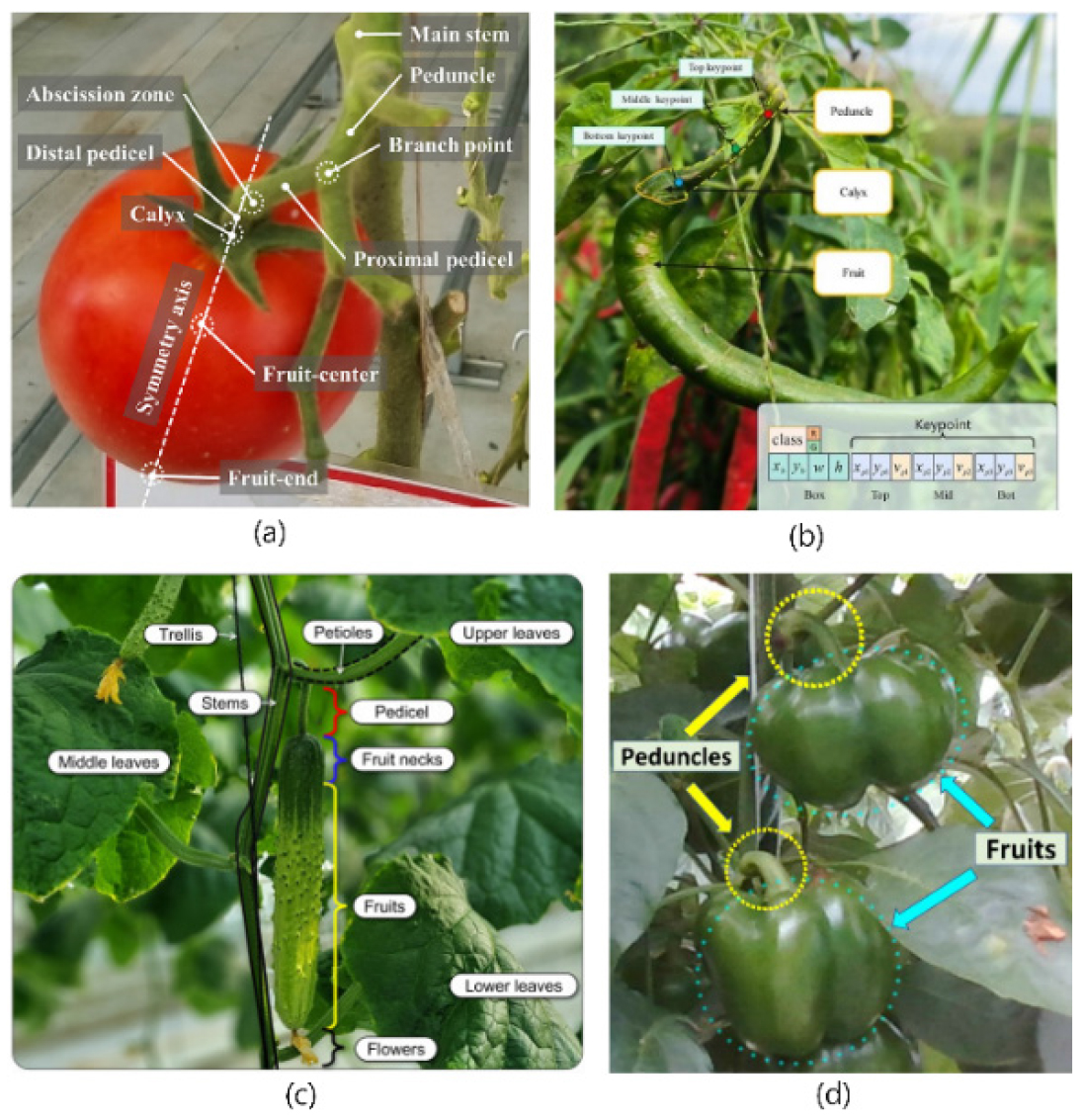
Fig. 1.
Schematic diagrams of crop pedicels: (a) tomato (modified from Kim et al., 2023); (b) pepper (modified from Shi et al., 2025); (c) cucumber (modified from Park et al., 2023); and (d) sweet pepper (modified from López-Barrios et al., 2023).
기하, 형상 및 기계적 물성
과경·과병의 기하 특성은 엔드이펙터 설계에서 단일 대표값으로는 의미가 제한적이며 부위(과경, 과병, AZ), 형상(직경·길이), 자세(각도·곡률)가 함께 제시될 때 설계 해석이 가능해진다. 예를 들어 토마토 과병에서는 길이가 18–25 mm 범위로 관측되었고 절단부 위치 선정이 과병 길이의 제약을 받음을 설명하였다. 또한 전단·절단 시험에서 절단부 직경 구간(약 1.5–2.5 mm)을 구분해 절단력 변화를 제시함으로써, 직경의 정의와 측정 위치가 성능 비교의 전제 조건임을 보여주었다(Mangat and Niyas, 2017). 기계적 물성은 부착부의 분리 방식(분리 모드)에 따라 (1) 인장(tensile, pull-off), (2) 전단·절단(shear, cutting), (3) 굽힘(bending)으로 구분되며 각 항목은 힘(N) 또는 필요 시 응력(MPa)로 표현한다(Tavakoli et al., 2009; Navas et al., 2020). 인장 특성은 과실을 당겨 과경, 과병 또는 AZ에서 분리가 발생할 때 필요한 힘을 의미하며 보통 인발력(pull-off force) 또는 최대 인장하중(최대 인장력)으로 알려져 있다. 전단·절단 특성은 가위날 또는 칼날과 같은 절단 도구가 부착부를 자를 때 발생하는 저항을 의미하며 보통 최대 전단·절단력과 절단에너지로 표현된다. 굽힘 특성은 부착부를 굽혀 변형시키는 조건에서 파단에 도달하는 거동을 뜻하며 3점 굽힘 시험 등의 최대 굽힘하중으로 정리하거나 필요에 따라 굽힘응력으로 환산해 해석한다. 특히 전단·절단은 날의 기하(쐐기각, 날각)와 절단 속도, 구속 조건에 크게 좌우되며 AZ는 세포 접착 약화가 수반되는 조직학적 이탈 과정이 동반되므로 순수한 기계 파단과 구분해 해석할 필요가 있다(Roberts et al., 2002). Fig. 2는 토마토 과경의 물성(인장, 전단·절단, 굽힘) 측정을 위한 시험 절차와 시험장치 구성을 예시로 보여준다. 각 시험은 하중, 변위(또는 토크–각도) 곡선을 기반으로 최대 하중·에너지 등을 산출하며 절단, 분리 위치(근위부, 원위부, AZ 포함 여부)와 변위 속도 등 계측 조건을 함께 제시할 때 연구 간 비교가 가능하다(Weng et al., 2024).
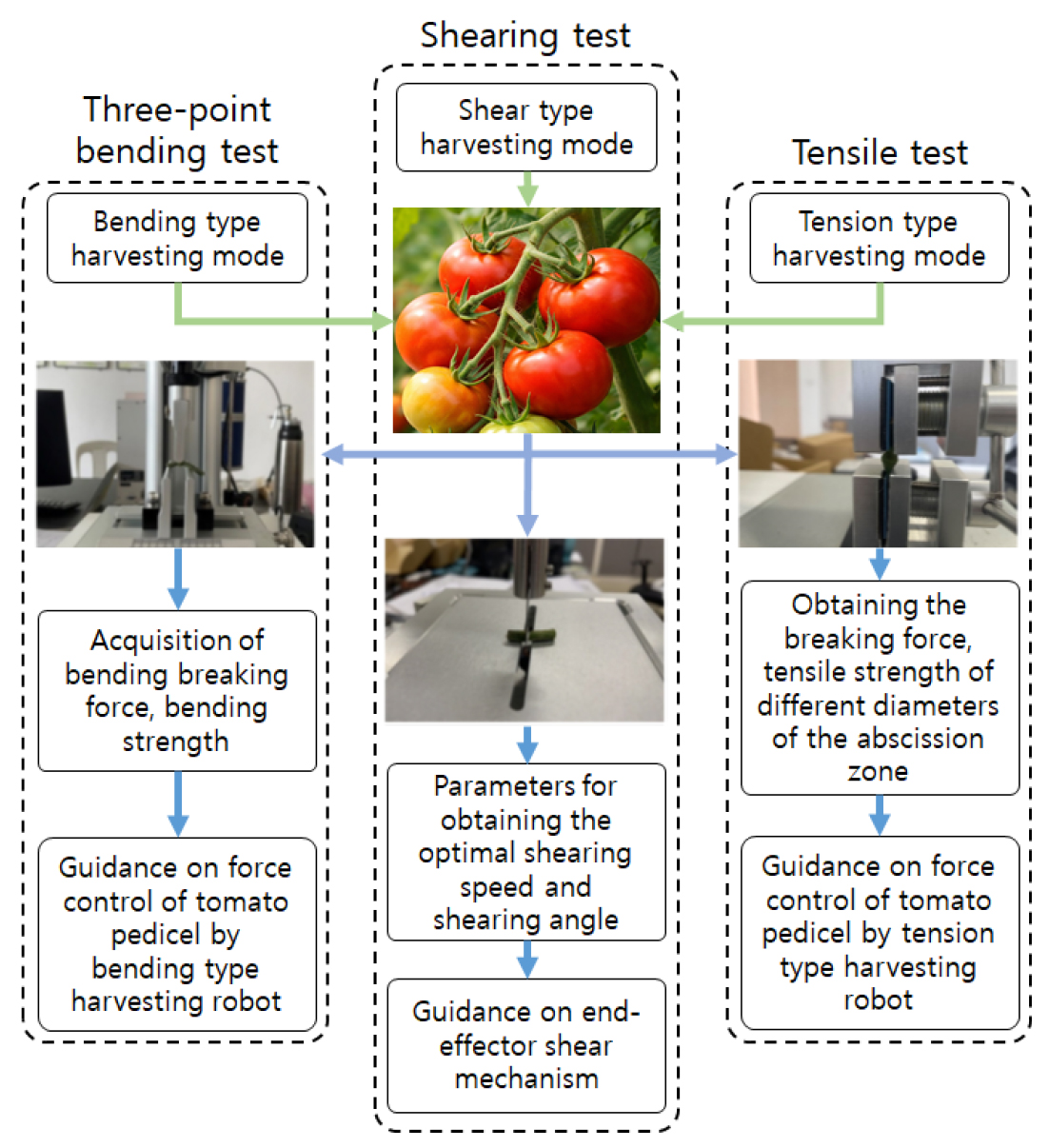
Fig. 2.
Test procedures and experimental setups for measuring the physical properties (tension, shear, and bending) of tomato pedicels(modified from Weng et al., 2024).
시험, 계측 방법 및 결과 요약
Weng et al.(2024)은 재현 가능한 형태로 시험 구성을 (1) 인장 시험(일정 변위 속도), (2) 전단·절단 시험, (3) 지지 간격을 둔 3점 굽힘 시험으로 구성하였다. 토마토 과경 물성 시험의 한 예에서는 인장 시험에서 변위 속도를 1 mm/s로 설정하고 탈리층에서 분리가 발생하는 시점의 피크 인장하중(최대 인장력)을 기록하였다. 전단·절단 시험에서는 과경을 근위부와 원위부로 구분하여 전단력과 절단에너지를 비교하였다. 또한 3점 굽힘 시험에서는 탈리층을 포함한 하중–변위 곡선의 피크 하중을 최대 굽힘하중으로 정의하였다. 이러한 방식으로 조사된 대표 수치는 다음과 같다. 토마토는 탈리층 직경 5–6 mm에서 평균 최대 인장력 40.262 ± 12.437 N, 6–7 mm에서 44.781 ± 15.156 N, 7–8 mm에서 72.003 ± 23.401 N로 직경 증가에 따라 인장력이 증가하는 경향을 보였다. 근위부 과경의 전단력은 62.054 ± 15.727 N, 원위부 과경의 전단력은 33.241 ± 7.962 N로 근위부가 더 큰 힘과 에너지를 요구했다. 3점 굽힘 시험에서의 최대 굽힘하중 범위는 13.299–51.685 N였으며 특정 직경 구간에서는 평균 22.384 ± 6.389 N으로 나타났다.
토마토 과병 절단력을 텍스처 애널라이저 기반 TPA 조건(속도 1.0 mm/s, 변위 3 mm, 블레이드 두께 2.95 mm, 각도 30°)에서 측정하고 숙기 단계에 따라 약 147.10-166.71 N(논문에서는 15-17 Force(kg))로 표기되어 있었으며 이 수준의 절단력이었다(Mangat and Niyas, 2017). 오이는 자율 오이 수확 로봇 현장 시험에서는 엔드이펙터 설계 파라미터로 절단력 약 12 N, 파지(그립) 힘 약 6 N을 제시한다(Arima et al., 1996). 딸기는 과병 손상 방지를 위해 파지력을 약 10 N 수준으로 제한하고 쐐기각 16.6°(칼날 진행방향 30°) 조건에서 과병 절단에 필요한 힘이 약 15 N이면 충분하다는 설계값을 제안하였다(Rajendran et al., 2022). 한편 분리(탈과) 동작에 따라 요구 힘이 크게 달랐는데 단순 당김은 평균 13.94 N인 반면 굽힘을 유발한 뒤 당김을 결합하는 동작에서는 평균 3.17 N으로 감소하였다(Dimeas et al., 2013). 이는 딸기에서 해당 값이 순수 굽힘 시험 결과가 아니라 결합 하중 모드의 분리력임을 구분해 설명할 필요가 있음을 보여주었다. 고추는 칼로 자르는 절단력 수치보다 과병 접합부에서 떨어질 때 필요한 분리력을 설명하는 경우가 많았다. 과병-과실은 약 35 N, 과병-줄기 평균 8-12 N(각도 조건 최대 10-17 N)으로 조사되었다(Zhang et al., 2025). 가지는 과경을 칼날로 전단·절단한 피크 하중(Fmax)이 대략 90-200 N 범위로 언급되고 20개 샘플 시험에서 V-노치 평균 114.14 N(범위 : 92.045-148.69 N), 직선 평균 117.00 N(범위 : 87.44-139.98 N)으로 조사되었다(Navas et al., 2020). Fig. 3은 과병(또는 과경)의 절단 및 굽힘 특성 평가에 사용된 대표 시험 예를 보여준다. (a) 딸기 과병 절단력, (b) 가지 과병 절단력, (c) 토마토 과병 굽힘 시험의 계측 구성을 나타내며 절단 날 형상과 고정 방식이 측정 하중과 에너지에 영향을 줄 수 있음을 보여주었다(Rajendran et al., 2022; Navas et al., 2020; Weng et al., 2024).
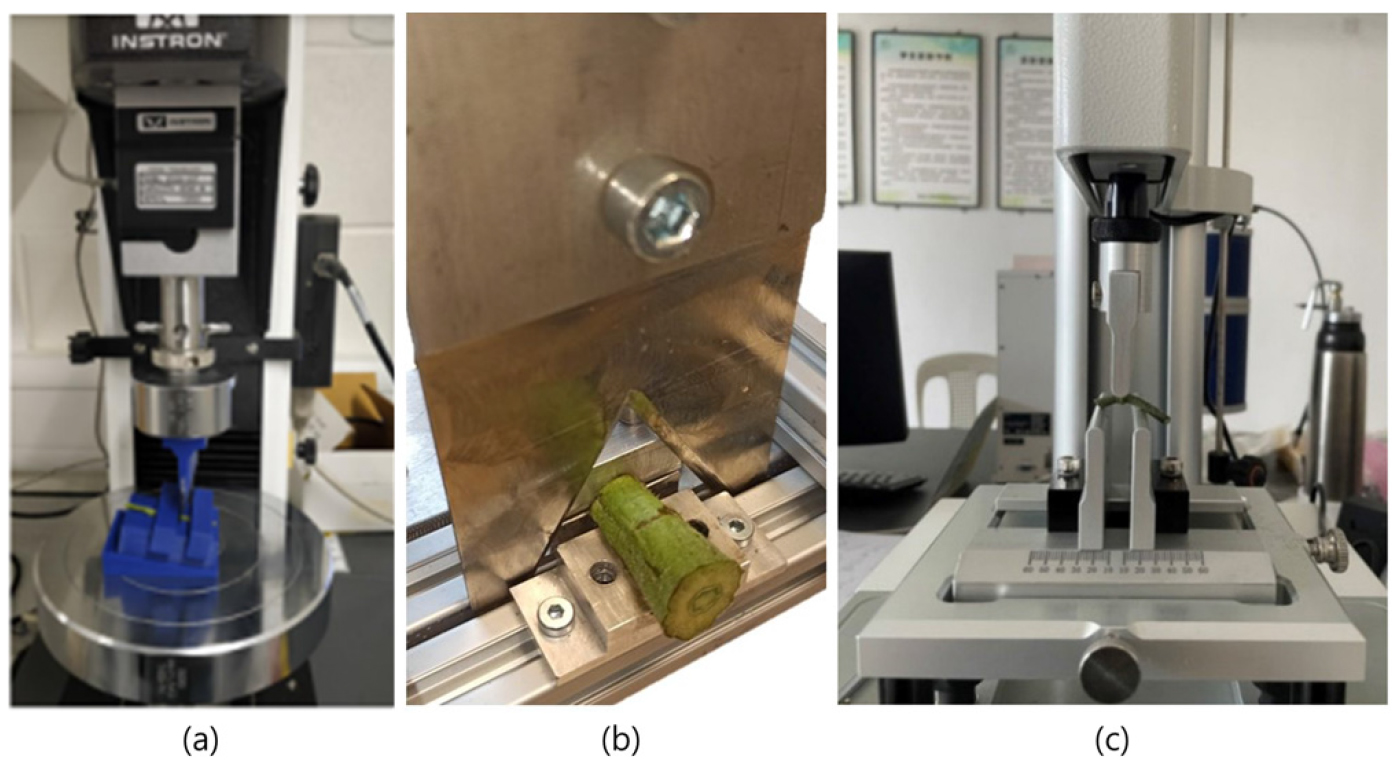
Fig. 3.
Test apparatus for evaluating cutting and bending characteristics of fruit peduncles: (a) strawberry peduncle cutting force(modified from Rajendran et al., 2022); (b) eggplant peduncle cutting force(modified from Navas et al., 2020); (c) tomato peduncle bending test(modified from Weng et al., 2024).
Table 1은 작물별로 부착부(과경, 과병, AZ)와 시험 위치에 따라 조사한 절단·전단력, 인장력, 굽힘하중의 대표 값을 요약한 것이다. 동일 작물에서도 절단 위치와 직경 구간이 다르면 요구 하중이 크게 달라질 수 있으므로 표에는 ‘부위 및 위치’ 정보가 명시된 문헌의 결과를 취합하였다.
Table 1
Summary of crop attachment-structure forces by test location.
부착부 특성 및 물성 관점에서 과경, 과병, AZ는 하나의 대표값으로 묶기 어렵고 절단 대상과 부위 정의가 먼저 고정되어야 비교가 성립한다. 특히 과경은 근위부, AZ, 원위부처럼 구간에 따라 직경과 저항이 달라, 직경을 어느 위치에서 측정했고 어느 구간을 절단했는지가 명시되지 않으면 힘, 에너지 값을 설계 요구조건으로 해석하기 어렵다. 또한 전단, 절단, 인장, 굽힘 값은 블레이드 기하, 속도, 고정 방식, 절단 방향, 숙기, 수분 등 시험 조건의 영향을 크게 받으므로, 최대 힘과 에너지 같은 지표만 제시하기보다 절단부 정의, 직경 측정 위치, 공구와 조건을 메타데이터로 함께 제시하는 것이 필요하다.
과실 부착부(과경, 과병, AZ) 기반 엔드이펙터 성능 비교
엔드이펙터 구성
과실 부착부(과경, 과병, AZ)를 대상으로 하는 적과 및 수확 로봇의 작업 흐름은 대체로 대상 검출-접근-파지(지지)-부착부 분리-회수 및 이송의 연속 공정으로 설명된다(Ringdahl et al., 2019). 엔드이펙터는 이 중 작물과 직접 접촉해 힘을 전달하고(지지, 분리) 손상과 작업 실패를 좌우하는 핵심 모듈로 작물의 형태, 변동성에 적응하는 구조, 재료, 구동, 제어가 성능에 직접 연결된다(Ao et al., 2025). 이 관점에서 엔드이펙터는 보통 (1) 지지부(그리퍼, 흡착, 유연 손가락), (2) 정렬 유도부(가이드, V-홈, funnel, 센서 기반 위치 보정), (3) 분리부(가위날, 쐐기날, 원형날, 비틀림, 인장 유도), (4) 수거, 이송부(낙하 방지, 통로, 저장부 연계)로 모듈화해 설명할 수 있으며 이러한 분해는 다양한 작물, 엔드이펙터를 공통 프레임으로 비교하는 데 유용하다(Seol et al., 2020).
Fig. 4는 과실 부착부(과경, 과병, AZ)를 분리하기 위한 대표적인 조작, 분리 방식을 개념적으로 정리한 도식이다. (a)는 비틀림 기반 분리 예로 엔드이펙터가 과실을 회전(비틀림)시키며 부착부에 비틀림 토크를 가해 분리를 유도하는 상황을 나타낸다. 원형 화살표는 회전 방향을 의미하며 회전에 의해 부착부에 누적되는 전단, 비틀림 응력이 분리 조건에 도달하면 과실이 분리된다. (b)는 절단 도구 기반 분리 예로 과병(또는 과경)을 절단 도구(cutting tool)로 절단하여 분리하는 방식을 나타낸다. 절단부(절단 위치)는 엔드이펙터의 파지 안정성과 함께 절단점 정렬, 진입 공간 확보, 절단부 간섭 회피가 성공률을 좌우함을 시사한다. (c)는 분리 메커니즘별 기본 동작으로 하단 도식은 과실을 파지한 뒤 분리를 위해 적용하는 대표 동작을 4가지로 구분한다. 과실을 회전시켜 토크를 부여하여 분리하는 Twisting(비틀림), 과실을 아래 방향으로 당겨 부착부에 인장 하중을 가해 분리하는 Pulling(인장, 당김), 과실을 위로 들어올려 인장 하중을 반대 방향으로 가해 분리하는 Lifting(들어올림), 과실을 한쪽으로 젖혀 부착부에 굽힘 모멘트를 가해 분리하는 Bending(굽힘)로 구분한다. 각 도식의 화살표는 엔드이펙터의 운동 방향, 하중 작용 방향, 곡선 화살표는 회전(토크) 성분을 의미한다. 즉, 동일한 분리 동작이라도 주로 적용하는 하중이 인장, 전단, 토크, 굽힘 중 무엇이냐에 따라 엔드이펙터의 기구 설계와 정렬 요구 조건이 달라진다는 점을 강조한다.
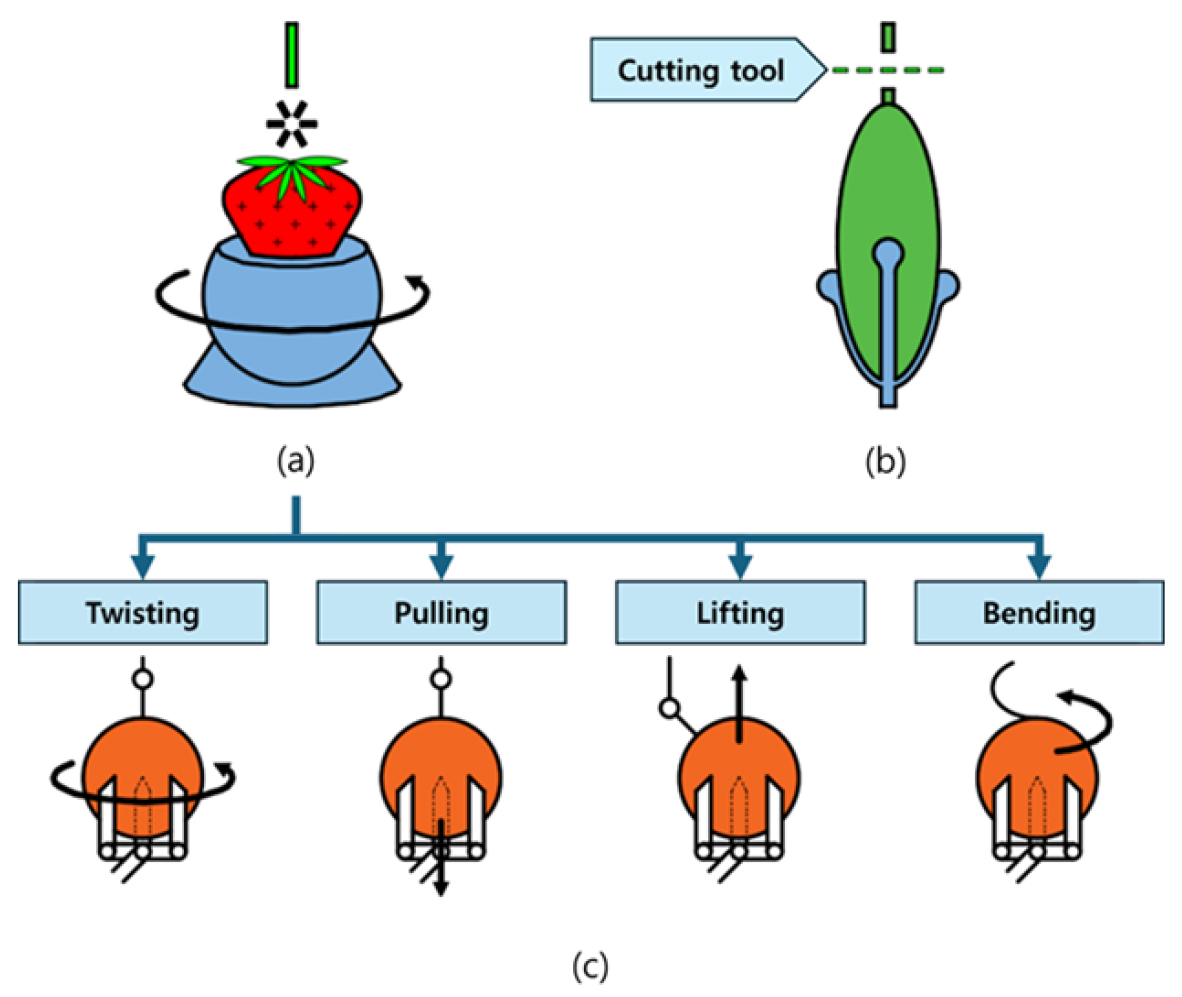
Fig. 4.
Schematic Diagram of Different Picking Methods. (a) Negative pressure; (b) Cutting; (c) Clamping (modified from Ao et al., 2025).
부착부 기준 엔드이펙터
과병 기반 엔드이펙터는 커터 성능만으로는 설명되지 않으며 진입 공간 확보와 절단점 정렬, 장애물 회피가 결합된 문제로 다뤄져야 한다. Hemming et al.(2016)은 파프리카 과병 기반 수확 엔드이펙터에서 성능을 제한하는 요인이 커터 성능뿐만 아니라 잎과 줄기 장애물 회피, 접근 자세, 비손상 파지, 절단점 정렬이 결합된 문제라고 언급하였다. 따라서 엔드이펙터를 단일 커터로 한정하기보다 가이드(유도), 지지(반력), 절단(전단) 기능이 한 흐름으로 연동되도록 통합 설계하는 방향이 필요하다고 제안하였다. Lee et al.(2019)은 파프리카 온실 자동수확 환경에서 과병 직경, 커팅부 진입구, 줄기 유도 슬롯 폭이 수확 가능성을 직접 좌우함을 제시하였다. 특히 과병 직경이 일정 수준을 넘으면 “절단이 된다, 안 된다”의 문제가 아니라 기하적 간섭으로 진입 단계에서 실패할 수 있으므로 과병 기준 엔드이펙터에서는 절단력보다 먼저 진입구 설계(개구, 가이드, 정렬 허용오차)가 성패를 가르는 1차 설계변수로 등장한다고 정리하였다. Arad et al.(2020)은 현장에서는 재배 조건, 수형, 장애물에 따라 과병 기반 분리 성능이 크게 변동할 수 있어, 과병 기준 전략은 실험실 성능뿐 아니라 작물 구조와의 시스템 적합성까지 포함해 평가되어야 함을 강조하였다. Xu et al.(2023)은 트렐리스 포도에서 과병(송이 줄기)을 절단하는 cut-and-catch 접근을 통해 송이 단위 작물에서는 과병 기준 수확이 자연스러운 전략이며 핵심 병목이 절단 장치 자체보다 절단점 결정과 작업 반경 정렬로 이동함을 보여주었다.
과경 기반 엔드이펙터는 절단 저항이 낮아질 수 있는 대신, 절단 지점의 정렬 허용오차가 작아 인지–정렬–절단 결합 성능이 성패를 좌우한다. Jun et al.(2021)은 토마토에서 과경을 목표로 할 경우 엔드이펙터가 “대상 줄기”를 안정적으로 확보해야 하므로 파지(흡착, 그리퍼)-정렬-절단이 한 몸처럼 결합되는 방향으로 설계가 발전한다는 점을 보여준다. 과경 기준 수확은 과병보다 줄기 직경이 작아 절단 저항이 상대적으로 낮을 수 있지만, 절단 지점의 정렬 허용오차가 작아 정렬 오차가 성능을 좌우하는 핵심 제약으로 작용한다. Park et al.(2023)은 오이 수확에서 과경으로 엔드이펙터를 유도하는 비주얼 서보 기반 정렬을 시스템의 핵심 요소로 제시하였다. 또한 과경 기준 수확은 인지–정렬–절단 단계가 연쇄적으로 연결되어 있어 어느 한 단계라도 약해지면 전체 성공률이 급격히 저하될 수 있음을 실증적으로 보여주었다. 커터의 절단 성능을 단독 지표로 분리하기보다 과경 유도를 위한 비주얼 서보 정렬 성능과 엔드이펙터 조작 및 절단 결과를 통합적으로 제시하였다. Sobol et al.(2024)은 사과 수확 로봇을 대상으로 RGB-D 기반 절단 위치(cut position) 결정을 다루며 절단형 엔드이펙터 운용에서 “어디를 자를 것인가”가 성공률과 손상률에 직접 연결되는 핵심 전제임을 보여주었다. 즉, 과경의 절단점을 기반으로 접근에서는 절단부 기구 성능뿐 아니라 절단점 정의, 인지, 정렬의 정합성이 전체 성능을 좌우한다고 강조하였다.
AZ 기반 엔드이펙터는 커터 설계보다, 분리 임계조건을 만족하는 힘, 토크, 모멘트 프로파일을 얼마나 안정적으로 재현하느냐가 핵심이다. Weng et al.(2024)은 토마토 과경의 AZ를 대상으로 절단이 아닌 인장(당김), 굽힘, 비틀림으로 수확하는 설계가 가능하다는 전제를 둔다. 이때 핵심은 AZ의 물성이 직경, 숙기, 조직 상태 등에 따라 변동할 수 있다는 점이며, 연구는 이러한 변동성을 힘 제어 문제로 연결해 해석한다. 따라서 AZ 기준에서는 엔드이펙터의 본질이 커터가 아니라, 분리 임계조건을 만족시키는 하중(힘, 토크, 모멘트)의 변화 양상을 얼마나 안정적으로 재현하느냐로 이동한다. Lu et al.(2022)은 사과에서 진공(흡착) 기반 엔드이펙터를 포함해, twist-and-pull 계열 분리에서 엔드이펙터 형상, 재질이 탈리 성능과 안정성에 영향을 준다는 점을 제시하였다. AZ 기반 분리는 절단 대비 부산물(절단면, 잔존 줄기) 관리가 달라지는 대신 탈리 임계치(힘, 토크)와 슬립(미끄럼) 제어가 중요해진다. 따라서 AZ 기준 엔드이펙터는 날 자체보다 흡착, 파지 인터페이스와 회전, 당김 구동의 제어가 핵심 설계 요소로 부각된다고 강조하였다. Bu et al.(2022)은 사과에서 사람 손동작을 모사하거나 당김, 굽힘 패턴을 최적화하는 방식으로 AZ 기반 분리가 결국 동작(패턴) 설계의 문제이며 엔드이펙터는 그 동작을 반복 재현할 수 있도록 순응(compliance), 미끄럼 허용, 충격 완화 같은 특성을 갖춰야 함을 시사하였다. Fig. 5는 작물별(가지, 딸기, 포도, 토마토, 파프리카, 오이) 수확 환경에서 사용된 엔드이펙터 사례를 비교하기 위해 접근 및 지지 방식과 분리 메커니즘(절단, 흡착, 파지)의 대표 구성을 정리한 것이다. 그림의 사례들은 동일 작물이라도 온실 구조, 재배 방식, 접근 방향에 따라 엔드이펙터 형상과 모듈 통합 수준이 달라질 수 있음을 보여준다.
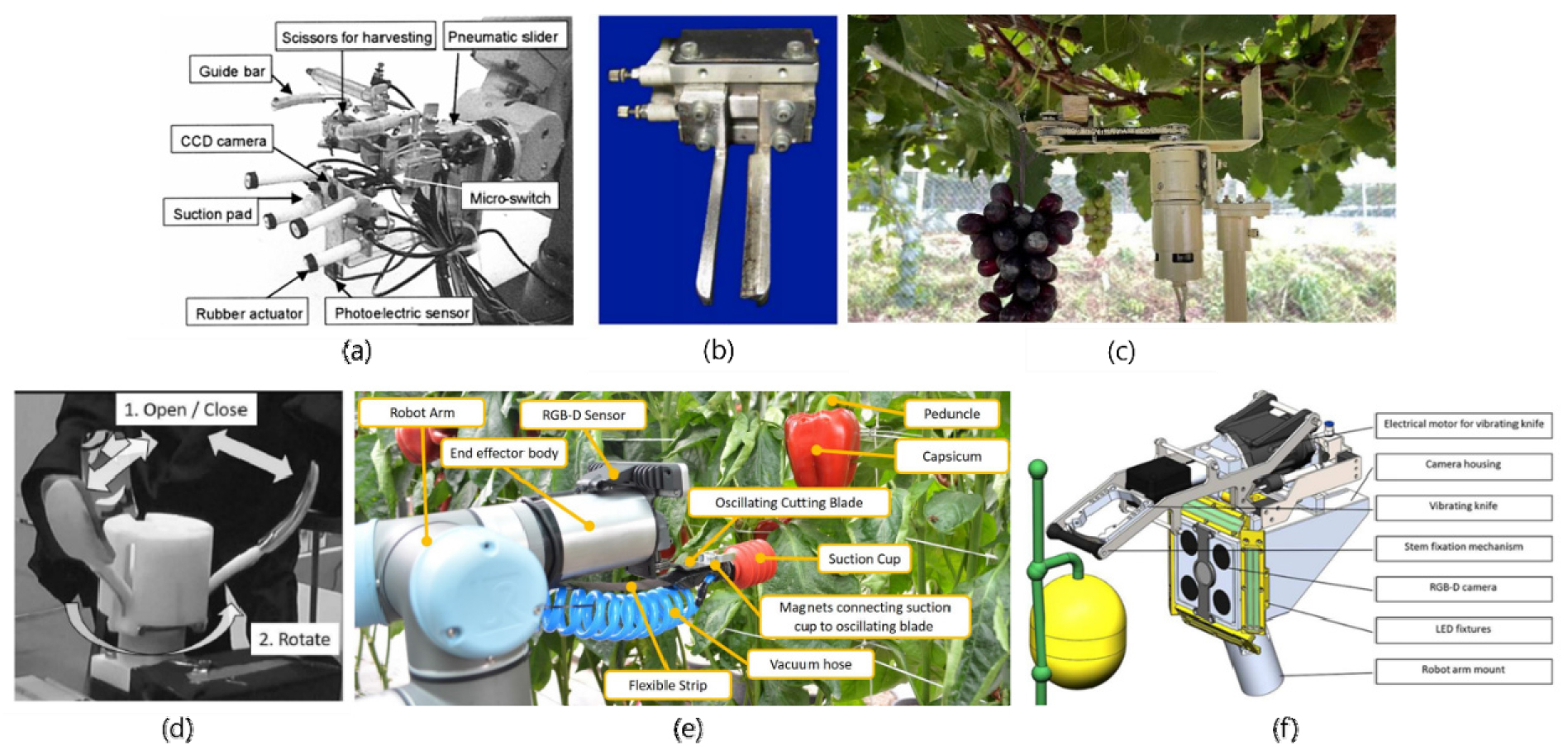
Fig. 5.
Crop-Specific Harvesting End-Effectors: (a) Eggplant (modified from Hayashi et al., 2002); (b) Strawberry (modified from Rajendran et al., 2022); (c) Grape(modified from Xu et al., 2023); (d) Tomato(modified from Yaguchi et al., 2018); (e) Sweet Pepper (modified from Lehnert et al., 2017); (f) Cucumber (modified from Jo et al., 2024).
성능지표와 비교방법
부착부 기반 엔드이펙터 성능은 흔히 “수확 성공률”로 요약되지만, 연구마다 성공의 정의, 실험 환경, 평가 단위가 달라 직접적으로 비교가 성립하지 않는 경우가 많다. 따라서 2장에서 강조한 ‘부위 정의 + 시험 조건 + 핵심 수치’ 원칙을 3장의 성능 평가에도 동일하게 적용해 공통 지표와 비교 가능 조건을 함께 제시해야 한다(Vrochidou et al., 2022). 실용적 비교를 위해서는 성공률을 (1) 도달(Reachability), (2) 파지(Grip), (3) 절단, 분리(Cut, Detachment), (4) 손상률(Damage rate) 등 단계별 지표로 분해해 제시하는 방식이 유효하다. 예를 들어 파프리카 수확 로봇 개발 프로젝트 문서에서는 엔드이펙터 모듈의 성능지표를 접근 성공률, 그립 성공률, 절단 성공률, 손상률 등으로 구분해 정의하고 실험 절차에서 단계별로 분리 측정하도록 제안한다(Barth et al., 2016). 또한 접근 전략, 사이클타임 관점에서는 “한 번의 접근에서 성공하는지”뿐 아니라 재시도 횟수, 접근 방향 전략, 작업 시간(사이클타임)이 현장 적용성과 운영 효율을 좌우하므로 비교 시 작업 시간 지표와 접근 조건을 함께 제시하는 것이 타당하다(Ringdahl et al., 2019). 결국 비교 가능성을 높이려면 체크리스트 항목으로 (1) 절단, 분리 목표 부위 정의(과경, 과병, AZ), (2) 정렬 오차, 가림, 조명 등 환경 조건, (3) 단계별 성공 지표(도달, 파지, 분리, 손상), (4) 작업 시간과 반복수(시도 횟수, 표본수 n)를 함께 제시하는 형식이 필요하다(Ao et al., 2025).
종합하면, 부착부(과경·과병·AZ) 기반 엔드이펙터 성능은 커터 자체의 절단력보다 접근–정렬–파지–분리–회수 연속 과정에서 발생하는 가림, 간섭, 자세 변동에 의해 좌우되며 결국 가장 취약한 단계가 전체 성공률을 결정한다. 과병 기반은 진입 공간·간섭 회피(가이드, 개구 설계)가, 과경 기반은 작은 정렬 허용오차를 만족하는 인지–정렬–절단 결합 성능이 핵심 병목이다. AZ 기반은 절단이 아니라 임계 힘·토크·굽힘을 안정적으로 재현하는 순응·슬립 제어가 핵심이므로, 비교는 단일 성공률이 아니라 단계별 성공(도달–파지–분리–손상)과 시간, 재시도로 분해해 정리하고 최소한 목표 부위·분리 위치, 환경 조건, 성공 정의, 표본수 n·사이클타임을 함께 명시하는 형식이 요구된다.
문제점 및 향후 연구방향
핵심 문제점 도출
부착부 기반 적과는 “절단 가능한 메커니즘”을 갖추는 것만으로 현장 성공률이 보장되지 않는다. 실제 환경에서는 Fig. 6과 같이 작물의 형상과 자세, 접근 경로가 수시로 변하고 작업 대상인 부착부가 잎, 줄기, 주변 과실에 의해 가려지기 쉽다. 또한 조명 변화와 배경 혼잡은 인지 성능의 변동을 키워, 결과적으로 절단부 정렬과 분리 성공률을 불안정하게 만든다. 이러한 복합 변동성은 적과 작업을 기계적으로 ‘반복’하기 어렵게 만들며 시스템 차원에서 센싱-판단-조작-회수의 동기화 실패로 누적된다(Bechar and Vigneault, 2016; Huang et al., 2025).
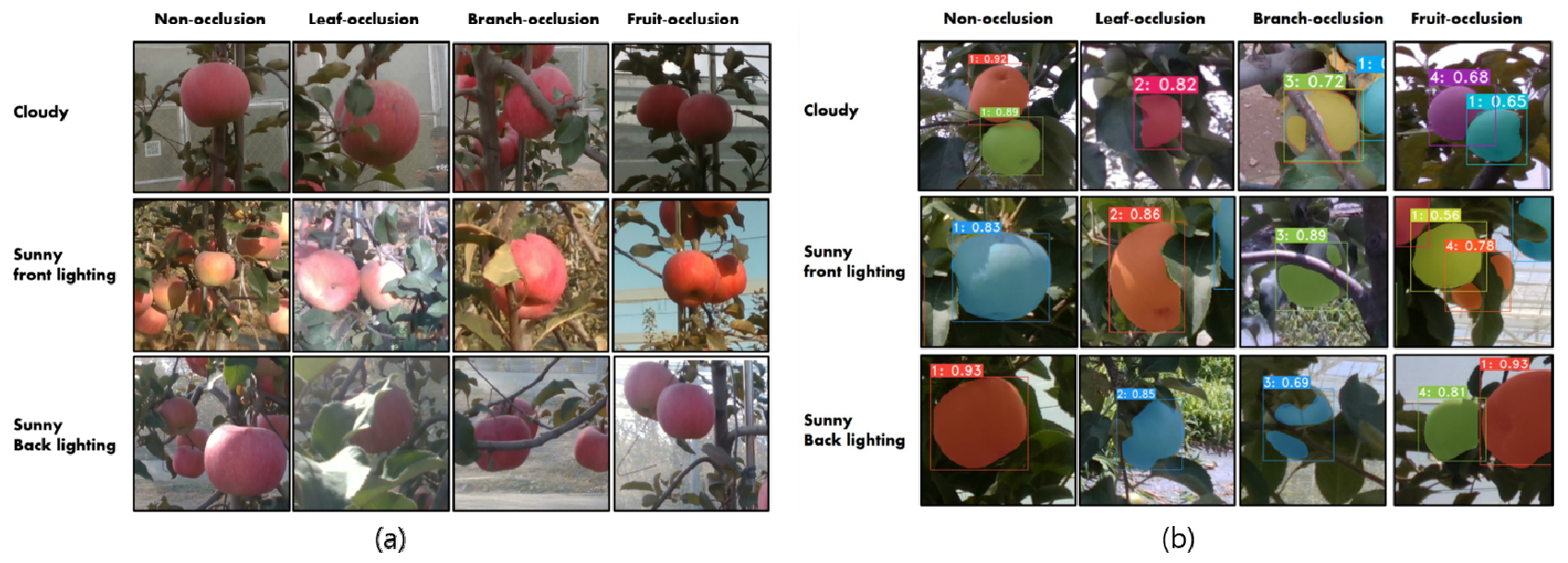
Fig. 6.
Effect of occlusion type and lighting condition on apple images and fruit detection performance: (a) Apple image examples under different occlusion types (non-, leaf-, branch-, and fruit-occlusion) and lighting conditions (cloudy, sunny front-lighting, sunny back-lighting); (b) Corresponding fruit detection results (bounding boxes and confidence scores)(modified from Li et al., 2022).
현장 적용을 가로막는 첫 번째 병목은 인지(검출, 자세추정)와 정렬(부착부 적중)의 불확실성이다. 과실 검출, 부착부 위치추정은 잎 가림, 군집(clustering), 광량 변화에 민감하며 이로 인한 위치, 자세 오차가 엔드이펙터와 절단부의 정렬을 직접적으로 저하시킨다. 특히 과수, 과채 환경에서는 잎 가림과 과실 군집으로 인해 검출과 위치추정 오차가 상시 발생한다. 그 결과 시스템은 초기 단계부터 일정 수준의 불확실성을 전제로 동작해야 한다는 점이 반복적으로 지적되어 왔다(Gongal et al., 2015). 두 번째 병목은 데이터와 비교 가능성의 부족이다. 많은 연구가 수확 성공률을 제시하지만, 성공의 정의(도달, 파지, 분리, 손상 포함 여부), 시험 환경(온실, 노지), 반복수(n), 실패 원인 분해가 제각각이어서 연구 간 정량 비교가 어렵다. 성능을 ‘단일 성공률’로 축약하면 개선 포인트가 지워지기 때문에 시스템 성능을 단계별로 분해하고(예: 인지→접근→파지→분리→회수) 각 단계의 실패 원인을 분리 계측하는 체계가 필요하다는 점이 꾸준히 강조되어 왔다(Bac et al., 2014). 세 번째 병목은 정렬오차를 전제로 한 강건 설계 부족이다. 강건 설계(robust design)란 현장에서 조건이 흔들려도 성능이 크게 무너지지 않게 제품, 시스템, 알고리즘을 설계하는 것을 말한다. 부착부 기반 적과에서 정렬오차는 센서, 알고리즘의 한계만이 아니라 작물의 흔들림, 로봇 말단의 미세 유격, 접촉 반력 등 물리적 요인에 의해 구조적으로 발생한다. 따라서 “오차 0”을 가정한 절단 설계보다, 오차가 존재할 때도 성공 구간을 유지하는 강건성(가이드, 유도, 포획형 인입부, 오차 흡수 메커니즘)이 핵심이 된다. 비전 기반 과실 검출을 대상으로 하더라도 실제 배치, 가림을 고려한 학습, 운영 전략이 성능을 크게 좌우함이 실험적으로 제시된 바 있으며 이는 부착부 ‘정렬’ 문제에서도 유사하게 적용된다(Bargoti and Underwood, 2017; Rong et al., 2022). 네 번째 병목은 오염, 마모, 유지관리와 안전이다. 온실, 노지에서 엔드이펙터는 수분, 토양, 수액, 잔사에 노출되며 절단부는 마모와 끼임, 흡착부는 누설, 오염으로 성능 저하가 누적된다. 이 문제는 단기간의 데모 성능이 아니라 장시간 반복 운용 신뢰성을 좌우하므로 유지보수, 자체 진단, 부품 교체성까지 포함한 엔지니어링 요구사항으로 다뤄져야 한다(UK-RAS Network, 2018).
표준 데이터, 벤치마크 제안
부착부 기반 엔드이펙터 연구가 누적되었음에도, 여전히 “어떤 조건에서 무엇을 얼마나 잘했는가”가 서로 다른 형식으로 서술되어 기술 축적 속도가 늦어지고 있다. 따라서 Table 2와 같은 체크리스트를 기준으로, 실험에서 함께 기록해야 할 기본 정보와 단계별 성능 지표를 묶어 평가 절차로 정리해 제안할 필요가 있다.
Table 2
Proposed standardized metadata checklist and benchmarking protocol for harvesting end-effectors.
첫째, 물성, 기하 데이터는 절단 대상의 정의가 먼저다. 최소한 (1) 절단 목표 부위(과경, 과병, AZ), (2) 절단 위치의 규정(과실로부터 거리, 마디, 분지 기준, AZ 포함 여부), (3) 직경 측정 위치와 표본 수(n), 평균, 분산, 표준편차(SD), (4) 수분, 숙기, 품종, 재배 조건을 함께 기록해야 한다. 이는 동일 작물이라도 측정된 값의 범위가 크게 달라질 수 있기 때문이다. 물성 데이터를 비교 가능하게 하려면 부위 정의, 조건, n, 분산 및 표준편차를 세트로 제시하는 것이 필수라고 본다(Tang et al., 2020). 둘째, 엔드이펙터의 벤치마크는 단일 성공률이 아니라 단계별 지표의 조합으로 구성되어야 한다. 단계별 성공 지표로는 목표 접근 및 정렬 성공(Reach, Align success), 파지 및 지지 안정성(Grip, Support stability), 분리 성공률(Detachment success rate)을 권장하며, 품질 및 효율 지표로는 손상률(Damage rate), 작업시간(Cycle time), 재시도 횟수(Number of retries)를 함께 제시하는 것이 타당하다. 또한 실패원인 분해(미끄럼, 오정렬, 절단 실패)를 포함하면 병목 단계를 구체적으로 식별할 수 있다. 최근 로봇 수확 평가 연구에서도 분리 성공률뿐 아니라 평균 사이클타임 등 시간 지표가 함께 제공되며, 이는 처리량 관점의 현장 적용성과 직접 연결됨을 보여준다(Jin et al., 2025). 셋째, “정렬오차 주입”을 포함한 강건성 시험이 필요하다. 실험실 조건에서 정렬이 완벽할 때의 성능은 상한값에 불과하며, 실제 환경에서는 일정 수준의 위치, 각도 오차가 항상 존재한다. 따라서 의도적으로 위치, 각도 오프셋을 주입하고 성능 저하 곡선을 도출해 제시하면 엔드이펙터의 오차 허용도(tolerance)를 정량화할 수 있다. 더 나아가 목표 성능(성공률 기준)을 유지하는 정량적 허용오차 한계를 함께 제시하면 설계 비교의 기준점이 명확해진다. 이러한 관점은 로봇 엔드이펙터 전반에서 공통 지표와 벤치마킹 절차의 필요성을 강조한 표준화 연구 흐름과도 정합된다(Falco et al., 2020). 넷째, 비교를 가속하기 위해 공개 데이터, 공개 환경에 준하는 테스트셋이 유용하다. 과실 검출 분야에서 공용 데이터셋 제공과 비교 체계가 기술 발전을 촉진한다는 제안이 있었고 이 논리는 부착부 정렬과 절단 평가에서도 동일하게 적용될 수 있을 거라고 본다(Koirala et al., 2019).
설계 프레임 및 현장 실증 로드맵
향후 연구는 부착부 기반 적과를 물성(대상)-설계(기구, 재료, 구동)-성능(지표, 프로토콜)의 연결 문제로 재정의할 필요가 있다. 즉, “절단력” 자체보다 중요한 것은 (1) 요구 구동(힘, 토크 에너지)과 안전계수, (2) 허용오차(정렬오차에서의 성공구간), (3) 반복 신뢰성(오염, 마모, 유지관리), (4) 현장 작업성(사이클타임)이다 (Bechar and Vigneault, 2016). 이를 위해 설계 프레임은 다음과 같다. 먼저 작물, 부착부의 대표 조건을 설정하고 그 조건에서 분리(절단, 전단, 비틀림, AZ 활용)를 선택한 뒤, 요구 구동조건 및 허용오차를 동시에 만족하는 엔드이펙터 구조를 도출한다. 이후 단계별 지표로 벤치마크를 수행하고 정렬오차 주입 및 오염, 마모를 포함한 내구 시험을 포함해 강건성을 검증해야 한다. 특히 최근에는 적과 및 수확 로봇의 성패가 ‘손-눈(Hand-Eye) 협응’, 즉 인지와 조작을 폐루프로 통합하는 수준에 달려 있다는 점이 강조되고 있다(He et al., 2025). 따라서 엔드이펙터 단독 성능만으로는 충분하지 않으며 시스템 통합 관점에서 설계와 평가가 이루어져야 한다. 현장 실증 로드맵은 (1) 실내 반복 시험(기준 조건), (2) 정렬오차, 가림, 조명 변동을 주입한 중간 단계 시험(강건성), (3) 온실, 노지 파일럿에서 장시간 반복 운용 시험으로 확장하는 3단 구성이 합리적이다. 다중 팔, 다중 작업 대상이 포함되는 복잡한 적과 시나리오에서는 작업계획과 작업공간 제약이 병목이 되므로 시스템 확장성의 제약을 정리한 최신 리뷰 흐름도 참조할 수 있다(Chen et al., 2024).
Conclusion
본 논문은 과채류 적과 로봇에서 엔드이펙터 성능을 좌우하는 분리 대상이 과실 자체가 아니라 과실 부착부(과경, 과병, 탈리층(AZ))로 구체화된다는 점에 주목하였다. 이를 바탕으로 선행연구를 물성(대상), 설계(기구, 구동), 평가(지표, 절차)로 연결되는 관점에서 종합하였다. 문헌을 종합한 결과, 연구 간 비교와 재현성을 저해하는 핵심 요인은 절단·분리 부위 정의의 불일치, 시험조건의 이질성, 성능지표 차이로 정리된다. 부착부 기반 적과에서는 “어디를 분리 대상으로 삼는가”가 설계 이전의 전제이며 AZ가 존재하거나 과경이 근위부, 원위부로 구분되는 작물에서는 부위와 위치에 따라 직경, 강성, 분리에 필요한 하중 요구 수준이 달라 부위 정의 없이 물성값과 성능 결과를 직접 비교하기 어렵다. 따라서 비교 가능성을 높이려면 부착부의 종류(과경, 과병, AZ)와 절단 위치를 명확히 규정하고 기하·물성값이 어떤 부위에서 측정되었는지를 함께 제시해야 한다.
엔드이펙터 설계에서 성능은 단일 분리 메커니즘의 우열로만 설명되지 않으며 현장 조건에서는 지지, 정렬, 분리, 회수가 연속 공정으로 연결되므로 공정이 얼마나 안정적으로 수행되는지가 성능을 좌우한다. 절단형, 비틀림형, 플러킹형은 각각 유효한 적용 조건과 제약이 다르다. 한편 최근에는 정렬 부담과 낙하·손상 문제를 완화하기 위해 가이드, 지지, 분리(및 회수) 기능을 연동하는 통합 설계가 강화되는 경향이 보고되고 있다. 다만 작물 배치, 작업공간, 접근 전략에 따라 단순 절단형이 운용과 정비 측면에서 더 실용적일 수도 있으므로 메커니즘 선택은 작물, 환경, 운영조건을 전제로 한 조건부 설계 문제로 다루어져야 한다.
성능평가에서는 단일 성공률 중심 보고의 한계를 보완하기 위해 목표 부착부와 절단 위치, 재배 및 환경 조건(숙기, 수분 등) 같은 메타데이터를 함께 제시하고 도달, 정렬·파지, 지지·분리, 손상, 작업시간(사이클타임), 반복수(n) 등 단계별 지표로 병목을 분리해 설명하는 것이 바람직하다. 더 나아가 실험실 상한 성능을 넘어 현장 적용성을 설명하려면 정렬 불확실성을 포함한 강건성 평가가 필요하며 오염과 마모를 고려한 반복 운용 관점의 검증도 병행되어야 한다. 현장에서는 가림, 자세 변동, 로봇 말단의 미세 유격과 접촉 반력 등으로 정렬오차가 구조적으로 발생하므로 “오차 0”을 전제로 한 설계는 현장 성능을 설명하기 어렵다. 따라서 엔드이펙터 설계는 절단력 최적화 이전에 진입, 유도, 포획, 오차 흡수를 포함한 구조적 강건성을 우선 확보할 필요가 있으며 성능은 메커니즘의 우열보다 정렬 불확실성 하에서 성공 구간을 유지하는 능력으로 정의하는 것이 타당하다는 관점을 제안한다.
향후 연구와 실용화를 위해서는 실내 반복시험 후 정렬 오차, 가림, 조명 변동을 반영한 중간 단계 시험으로 확장하고 마지막으로 온실과 노지 파일럿에서 장시간 반복 운용 시험을 통해 현장성을 검증하는 단계적 실증 절차가 요구된다. 종합하면, 부착부 기반 적과 엔드이펙터 연구의 축적과 비교를 가속하기 위해서는 부착부와 절단부 정의, 조건 메타데이터의 표준화가 선행되어야 하며 정렬 불확실성을 전제로 설계와 평가를 연계하는 체계를 함께 확립할 필요가 있다.
본 논문의 기여는 부착부(과경, 과병, AZ)를 기준축으로 선행연구를 물성–설계–평가로 재구성하고 비교 가능한 최소 보고 항목과 단계별 지표, 강건성 평가(정렬오차 포함)의 필요성을 제시함으로써 향후 연구의 재현성과 현장 적용성 논의를 구체화하는 데 기여할 것으로 판단된다.
