

Introduction
Materials and Methods
개발 제품 선정
실험 재료
실험 방법
Results and Discussion
돈코츠 육수의 배합 비율 선정
Conclusion
Introduction
Monosodium glutamate(MSG)는 다시마와 미역의 감칠맛 성분으로 글루탐산에 의해 발견된 이래(Ikeda, 1909), 향미 강화제로 널리 사용되고 있다. 초기에는 밀단백질인 글루텐 등을 산 가수분해하거나 단백질이 풍부한 해조류로부터 열수 추출을 통해 글루탐산을 만들었으나, 최근에는 당밀을 원료로 하여 Brevibacterium lactofermentum 등의 글루탐산 발효균을 이용하는 발효 방법으로 생산되고 있다(Chae et al., 2007).
독신가구의 증가와 집밥 트렌드로 인해, 편의지향적인 소비자들의 요구가 증가하면서 식품업계는 다양한 즉석편의식품을 개발하고 있다(Lee and Kim, 2013). 그러나 현재 시장에 나와 있는 즉석편의식품 중 레토르트 액상국은 고온 고압 처리로 인해 맛 품질 저하와 조직감 상실, 색상 변화가 발생하여 소비자의 기호를 충족시키기 어렵다(Barbosa-Cánovas and Juliano, 2005). 또한, 분말스프류로 국물 맛을 내는 제품은 제조 과정에서 농축 및 고온 건조 과정을 거치면서 감칠맛과 풍부한 맛을 상실하게 되어, 나트륨과 MSG 함량을 높이며 인위적인 맛과 건강 우려를 증가시킨다(Yamaguchi and Ninomiya, 2000). 이러한 제품들은 편의성 면에서 장점을 가지고 있지만, 웰빙 성향의 소비자들을 만족시키지 못하는 단점이 있다(O’Dwyer, 2012).
이에 따라, 식품 제조업체들은 MSG 대신 천연 조미료를 사용하고, 재료 본연의 맛을 보존하기 위해 액상 형태의 육수를 개발하고 있다(Beeren, 2008). 각 식재료 속 존재하는 감칠맛 성분을 더욱 끌어올리기 위해, 맛을 해치는 향미성분과 미생물을 열을 통해 제거하고 감칠맛을 향상시키는 로스팅(Roasting) 방식이 사용된다(Paravisini and Guichard, 2016). 국내 식품산업에서 로스팅은 주로 커피에 사용되며 다양한 식품의 기능성 향상 및 풍미 향상을 위한 로스팅 공정의 개발은 미미한 것으로 확인 된다(Münchow et al., 2020). 로스팅 공정 개발에 있어 로스팅의 정도에 따라 다양한 색, 맛, 식감, 향이 생성되므로 각 식품의 특성에 맞는 최적의 로스팅 공정을 확립하는 것이 중요하다(Illy and Viani, 2005).
현재 개발된 로스팅 공정은 침지-증자-냉각-건조-볶음-급랭 순으로 이루어져 있다(De Clercq and Van Opstaele, 2017). 그러나 침지, 증자, 냉각 공정은 큰 설비와 많은 에너지를 필요로 하여, 영세한 제조업체가 공정 설비를 구축하는 데 어려움이 있으며,(Schmidt and Fontana, 2008) 특히 냉각 공정의 경우, 평균 80℃의 액상 소스를 포장하여 16~18℃까지 급속으로 냉각시켜 미생물 증식을 방지하는 공냉식, 수냉식, 동결, 가압 등의 냉각 방식이 존재하지만, 이들 모두 설비 규모가 거대하며, 냉각 속도가 느리고 균일하지 못한 단점이 있다(Fellows, 2009).
따라서, 본 연구에서는 육수를 이용한 제품의 제조 방식을 개선하기 위해 새로운 로스팅 방식을 도입하고, 와류형 냉각 시스템을 개발하였다 .이를 통해 건라면용 액상 스프 및 밀키트용 육수로 사용할 수 있도록, 인공 조미료인 L-글루탐산나트륨 및 보존료를 사용하지 않고, 로스팅 공정 기술을 이용하여 영양적으로 우수하고 기호도가 높은 육수 제품을 개발하고자 한다 . 또한, 건라면용 액상 스프의 실온 보관 8개월이 가능하도록 포장 시간에 따라 제품 내의 유지 품온에 의한 제품 열화를 방지하기 위해 냉각수와 직접 접촉하며 와류에 의해 접촉 면적을 더욱 넓혀 냉각 시간을 단축시키고 냉각수의 흐름에 의해 이송 공정도 함께 진행되어 기존의 거대한 규모의 냉각 설비를 간소화하여 공간 효율성을 향상시키는 와류형 냉각 시스템을 개발하고자 하였다.
Materials and Methods
개발 제품 선정
본 연구에서는 일상식에서 중요한 역할을 하는 국물 요리 제품 중에서, 영양적으로 우수하고 기호도가 높은 돈코츠 육수를 MSG 첨가 없는 액상 소스 개발 제품으로 선정하였다. 현재 시장에 출시되고 있는 건라면용 액상스프는 주로 소, 돼지 또는 닭 등의 육류 식재료를 활용한 육수, 소스였다. 또한 본 연구팀의 선행연구 의 결과인 가쓰오부시를 사용하여 개발한 ‘냉소바베이스’의 활용으로 육수 중심적인 측면의 풍미를 최대한 보존하며 육수 잡내를 고려하는 차별화 된 제품을 구현할수 있을것으로 판단되었다.
따라서, 로스팅공정을 통해 MSG 무첨가 육수의 감칠맛 보완 구현을 위한 육수, 소스 제품으로 돈코츠육수를 선정하였다.
실험 재료
본 실험의 돈코츠육수는 돈골농축액, 미소된장, 백탕베이스, 우지방, 사골엑기스, 마늘, 양파, 생강, 채종유, 야채씨즈닝오일, 냉소바베이스, 조미맛분, 맛있는요리애(풀무원), 생강, 효모추출물, 식물성단백가수분해물, 소금, 설탕 등의 원료로 구성하여 개발하였다.
이때, 냉소바베이스의 제조과정은 가쓰오부시와 정제수를 혼합하여 온도를 승온하면서 60~70℃에 주정을 투입한 후 90~93℃ 도달시 까지 가열하는 공정으로 제조를 하였으며 이는 돈코츠육수의 맛을 저해하지 않고 쓴맛이 나지 않도록 조정하기 위해 선행연구의 결과물을 활용 하였다. 본 연구에 사용한 가쓰오부시 추출 설비 및 추출액은 Fig. 1과 같다.

실험 방법
돈골농축액 제조
돈코츠육수의 기본 육수베이스로 주재료인 돈골 농축액은 돈골 30~70%(w/w)와 돈잡뼈 70~30%(w/w)로 구성된 돈골을 30℃에서 2시간 동안 농축기에서 1차 피빼기 공정을 진행하고, 1차 피빼기 공정을 진행한 후 핏물을 비운 다음, 50℃에서 1시간 동안 2차 피빼기 공정을 진행하였다. 2차 제혈이 완료된 돈골을 농축기에 투입하고 물을 넣어, 105℃, 1 kg/cm2에서 7 시간 동안 1차 열수추출하였다. 1차 열수추출액을 이송하고, 1차 열수추출액을 제거하고 난 돈골에 물을 넣어 다시 105℃, 1 kg/cm2에서 5시간 동안 2차 열수추출하였다. 이후 1차 열수추출액 및 2차 열수추출액을 2시간 동안 냉각을 한 후 사이트글래스로 유분리하여 기름을 제거하였다. 유분리가 끝난 1차 및 2차 추출액을 농축기 탱크로 이송하여 49 Brix(%)로 농축하였고, 90℃로 승온하여 1시간 동안 교반하여 살균을 진행하였다. 제품의 유화를 위해 호모탱크에 1900~2100 rpm 조건하에 유화하여 1차 균질화를 진행 하였고, 호모탱크에서 2000 rpm 이내로 유화공정 진행하여 2차 균질화룰 진행하여 최종 당도 46 Brix(%), 지방함량 15%(w/w)인 추출액으로 제조하였다.
돈코츠육수의 배합 비율 선정
돈골농축액(엑기스) 100 중량부를 기준으로, 아미노산원액 5~10중량부, 마루코메적미소 10~20중량부, 야채씨즈닝오일 5~10중량부, 생강 2~4중량부, 마늘 5~10중량부, 한우지방 3~6중량부, 맛있는요리애 1~2중량부, 냉소바베이스 1~10중량부의 범위 내에서 선택적으로 배합 되도록 하였다.
소비자 기호도 조사
평가 항목은 ‘색상, 풍미, 감칠맛, 짠맛, 전체적 기호도’로 구성되었으며, 점수는 5점 척도법을 사용하여 평가하였다: 매우 싫어함(1점), 약간 싫어함(2점), 보통(3점), 약간 좋아함(4점), 매우 좋아함(5점).
1차 기호도 조사는 사무직원을 대상으로 실시하였다. 혼합 비율에 따른 개인의 취향을 평가하기 위해 스티커를 붙이는 형식으로 진행되었다.
2차 기호도 조사는 1차 조사에서 도출된 개선사항을 반영하여, 생산 현장 직원을 대상으로 사내 식당에서 실시하였다. 2차 조사에서도 1차 조사와 마찬가지로 가장 선호하는 배합비를 선택할 수 있도록 스티커를 붙이는 형식과 설문지를 활용하여 기호도를 평가하였다.
로스팅 최적 조건 설정
최적의 로스팅 조건을 설정하기 위하여 LAB 워터베이스를 이용하여 다양한 온도, 시간, 및 회전 속도(RPM) 조건을 설정하였다. 실험은 Lap scale(500 g~1,000 g)의 건 라면 돈코츠 육수를 사용하여 진행하였다.
로스팅 공정은 다음과 같이 두 단계로 나뉘었다:
로스팅 1차: 야채씨즈닝오일, 채종유, 우다짐육, 마늘, 생강을 투입하여 95℃에서 3분 동안 로스팅하였다. 이 단계에서는 회전 속도를 100 RPM으로 설정하여 야채와 돼지고기의 풍미를 발현시켰다.
로스팅 2차: 나머지 구성 원료를 투입한 후 93℃에서 30분 동안 로스팅하였다. 이 단계에서는 회전 속도를 80 RPM으로 설정하였다.
로스팅 장치는 Probat G Series열풍 순환 로스터를 사용하였으며, 각 단계에서의 열 분포와 균일한 로스팅을 위해 공기 흐름을 조절하였다. 실험은 각각의 조건에서 반복 수행하여 최적의 로스팅 조건을 도출하였다.
추출물 성분 분석
돈코츠육수의 일반성분 분석은 AOAC(1990)방법에 준하여 측정하였다. 수분은 상압가열건조법, 조단백질은 자동질소증류장치를 이용하여 Micro Kjeldahl 질소함량법, 조지방은 자동지방추출장치를 이용하여 Soxhlet법으로, 조회분은 건식 회화법으로 측정하였다.
콜레스트롤은 지방 수기에 에테르 소량을 넣고 지방을 녹인 다음 test tube에 넣고 heating black에서 에테르를 다 날려 보낸 후 I.S(Internal Standard) 1 mL, N-메탄올성 NaOH용액 1.5 mL 첨가하고 100℃에서 5분간 반응시킨 후 냉각하였다. 냉각 후 14%BF₃2 mL넣고 100℃에서 2분간 반응 시킨 후 냉각하였다. Isooctan(500 ppm) 1 mL, 포화 NaCl 5 mL을 넣고 상층액(이소옥탄 층)을 시험용액으로 하여 분석하였다.
트랜스지방은 지방 수기에 2N KOH 에탄올 용액 20 mL을 넣고 지방을 추출 한 후 85℃ 환류냉각기에서 1시간동안 비누화 시킨 후 냉각하였다. 분액 깔대기에 샘플, 물 20 mL, 에테르 20 mL을 넣고 3회 추출하고 에테르 추출액을 물 20 mL에 페놀프탈레인 지시약을 가하여 분홍색이 나타나지 않을 때까지 세척하였다. 무수황산나트륨으로 탈수 후 여과하여 농축하였고 그 잔류물을 핵산 1 mL에 녹여 시험용액으로 하였다.
나트륨 분석은 식품공전시험법에 따라 건식법에 따라 시료를 조제하여 분석하였다. 시료를 도가니에 담아 예비 탄화하고 550℃에서 완전 회화한 후 염산 10 mL에 용해하고 수욕상에서 증발 건고시킨 후 다시 염산 10 mL를 가해 수분 가열 후 100 mL로 메스플라스크에 여과하고 불용분은 다시 회하시키고 염산 2 mL를 가해 물 5 mL로 희석한 후 수욕상에 가하고 여과한 액을 앞의 여과액과 합하여 100 mL로 하여 시험용액으로 사용하였다.
납 및 주석의 경우는 검체를 도가니, 백금접시에 취해 건조하여 탄화시킨 다음 450~550℃에서 회화하였다. 회화가 잘 되지 않으면 일단 식혀 질산 또는 50℃ 질산마그네슘용액 또는 질산알루미늄 40 g 및 질산칼륨 20 g을 물 100 mL에 녹인 액 2~5 mL로 적시고 건조한 다음 회화를 계속하였다. 회화가 불충분 할 때는 위의 조작을 1회 되풀이하고 필요하면 마지막으로 질산 2~5 mL를 가하여 완전하게 회화를 하였다. Na는 회화 후 염산 10 mL를 넣어 건고 후 다시 염산 10 mL를 넣고 녹인 후 증류수로 100 mL가 되게 정용하여 시험용액으로 하며, Na은 원자흡광분광광도계를 이용하여 분석하였다.
유리아미노산 및 관련물질의 분석은 환류플라스크에 소고기 조미료 분말 추출액 20 mL 및 70% 에탄올 50 mL를 취해 환류냉각장치에 연결하여 100℃에서 1시간동안 가열, 환류시켰다. 이를 냉각 후 whatman여과지 No.3가 장착된 흡입여과장치에서 여과하였고 이 여액을 모아 진공감압농축기를 이용하여 40℃이하에서 2~3 mL까지 감압농축 시키고 농축액과 농축수기는 소량의 증류수로 세척하여 분액깔대기로 옮겼다. 이에 diethl ether 20 mL를 가해 2회 탈지 시킨 후 하층을 농축수기로 옮겨 농축, 건고시켜 분석하였다.
총 폴리페놀 및 총 플라보노이드 함량 측정
폴리페놀 함량은 간편조리식품공전 방법(1)을 응용하여 측정하였다. 각각의 추출물 1 mL에 증류수 7.5 mL과 Folin-Ciocalteau’s phenol regent 0.5 mL, 35% Na2CO3 1 mL를 순서대로 가한 다음 암소에서 1시간 동안 반응시킨 후 UV/VIS spectrophotometer를 사용하여 760 nm에서 흡광도를 측정 하였고, 이때 tannin acid를 표준물질로 사용하여 검량곡선을 작성하고 이로부터 총 폴리페놀 함량을 구하였다. 총 플라보노이드 함량 또한 간편조리식품공전 방법(2)을 이용하여 측정하였다. 각각의 추출물 0.5 mL에 ethanol 1.5 mL, 10% 질산알루미늄 0.1 mL, 1 M 초산칼슘 0.1 mL, 증류수 2.8 mL을 순서대로 가하고 vortex mixer로 혼합하여 실온에서 40분간 반응시키고 UV/VIS spectrophotometer를 사용하여 415 nm에서 흡광도를 측정하였고, 이때 quercetin을 표준물질로 사용하여 검량곡선을 작성하고 이로부터 총 플라보노이드 함량을 구하였다.
색도 측정
로스팅 건 라면 돈코츠육수의 색도는 색차계(Chromameter SP-80, Tokyo Denshoku, Japan)를 이용하여 측정하였으며, 각각의 색도는 표준색판(X=82.94, Y=84.65, Z=94.34)으로 보정 후 Hunter’s Lab값 즉, 밝은 정도를 나타내는 명도 L값(lightness), 붉은 정도를 나타내는 적색도 a값(redness) 및 노란 색의 정도를 나타내는 황색도 b값(yellowness)을 측정함. 표준 백판 값은 L=96.51, a=-0.14 , b=1.89로 3회 반복 측정하였다.
와류형 냉각 시스템
본 연구에서는 소포장된 액상소스를 효과적으로 냉각시키기 위한 다양한 냉각 방식을 탐구하고 비교하였다. 연구의 목적은 각 냉각 방식의 효율성과 적합성을 평가하여 소포장된 액상소스를 신속하고 균일하게 냉각시키는 최적의 방법을 제안하는 데 있다. 이를 위해 각 냉각 방법의 성능을 체계적으로 조사하고 검토하였다.
실온 보관 가능 유통기한 설정
건라면과의 유통 및 소비기한을 감안하여 실온 보관 8개월을 유통 및 보관할 수 있는 돈코츠육수의 소비기한 설정을 위한 품질 안정성 시험을 진행하였다. 돈코츠육수 실온 8개월의 안정성을 검증하고자 8개월간 실측하기엔 실험 시간과 경제적 비용 등의 효율적인 측면에서 실온보다 가혹한 조건에서 가속실험을 진행하여 단기간에 유통기한을 예측하고자 하였다. 가속실험 시, 유통온도 외에 최소 2개 이상의 온도를 추가하여 설정실험을 진행하여 실온 유통 제품의 유통 안정성을 보장하고자 하였다. 가속 미생물 시험 주기는 제조시를 초기로 하여 각 온도의 인큐베이터에 제품을 보관하면서 각 온도별 1주차씩 미생물 분석, 성상 확인등의 분석을 3개월간 총 2회 진행하였다.
Results and Discussion
돈코츠 육수의 배합 비율 선정
아미노산 원액이 5중량부 이하로 투입되거나 적미소된장이 10중량부 이하로 투입될 경우, 특유의 진한 된장과 돈골 육수의 풍미가 약해진다. 반면, 적미소된장이 20중량부를 초과하거나 아미노산 원액이 20중량부를 초과하면 돈코츠 라면 스프의 농도와 특징이 저하되어 라면의 조리 비율이 어려워지고 풍미 역시 떨어질 수 있다. 이를 방지하기 위해 최적의 투입량을 설정하였다. 냉소바베이스 5중량부 이상일경우 돈코츠의 관능에 영양공급의 역할을 충분히 할 수 없고, 10중량부를 초과할 경우 과량이 되어 오히려 치즈의 느끼한 맛이 강해져 전체적인 풍미가 좋지 못할 수 있다. 마늘의 경우 2중량부 미만이면 돈골 육수의 잡냄새를 잡을 수 없고, 4중량부를 초과하면 과량이 되어 마늘의 풍미가 강해지면서 전체적인 라면의 풍미가 좋지 못하게 되기 때문에 적절한 비율로 4.8%가 적절하였다. 한우지방 3중량부 미만일 경우 해당 부재료로 인한 고소한 지방맛을 느낄 수 없고 6중량부를 초과할 경우 과량이 되며, 야채씨즈닝오일 5중량부 미만일 경우 매운맛이 덜하고 6중량부를 초과할 경우 과량이 되어 느끼할 수 있으며, 맛있는요리애 1중량부 미만이면 감칠맛이 약해지기 때문에, 감칠맛을 상향시킬수 있는 중량부를 선정하였다. 따라서 최종 돈코츠 육수의 배합비율은 돈골농축액(엑기스) 28.36%, 적미소된장 20.11%, 아미노산간장 11.07%, 야채씨즈닝오일 5.36%, 마늘 4.82%, 설탕 4.56%, 메밀냉소바베이스 4.29%, 채종유 3.57%, 한우지방 3.57%, 정제수 2.6%, 백탕베이스 2.0%, 생강 1.6%, 정제소금 1.6% 맛있는요리애 1.07% 외 나머지 원료를 혼합하여 가열하여 액상소스를 제조하였다. 각 성분에 대한 비율은 Table 1과 같다. 선행연구의 배합비율인 A안과 본 연구의 새로운 배합비인 B안의 테이스팅 비교를 통해 감칠맛의 상향과 야채맛, 그리고 가쓰오부시로 인한 전체 풍미가 상향됨을 확인하였으며 이에 대한 염도와 Brix, pH의 차이는 Table 2와 같다.
Table 1.
Mixing ratio for making Tonkotsu broth. (unit: %)
Table 2.
Experimental results according to the composition ratio of Tonkotsu broth.
| Category | Salinity (%) | Brix | pH |
| A | 7.50 | 52.0 | 5.31 |
| B | 7.15 | 53.0 | 5.28 |
돈코츠 육수의 일반 성분
본 연구에서 사용한 돈코츠 육수의 일반 성분의 함량은 Table 3와 같다. 선행연구에서 배합한 A안의 경우 수분 47.2%, 조단백질 8.4%, 조지방 12.8%, 조회분 7.5%로 결과가 나왔고, 본 연구에서 배합한 B안의 경우 수분 44.2%, 조단백질12.0%, 조지방 17.4%, 조회분 11.7%로 도출되었다. 야채씨즈닝오일, 채종유, 우다짐육 등의 비율을 높이면서 조단백질과 조지방의 함량이 증가한 것으로 보인다. 또한 콜레스트롤과 트랜스지방, 나트륨 분석의 결과는 Table 4과 같다.
Table 3.
General components of Tonkotsu broth. (unit: g/100 g)
| General Components | A | B |
| Moisture | 47.2 | 44.2 |
| Crude Protein | 8.4 | 12.0 |
| Crude Fat | 12.8 | 17.4 |
| Crude Ash | 7.5 | 11.7 |
Table 4.
Cholesterol, trans fat, and sodium content in Tonkotsu broth. (unit: mg/100 g)
| Category | A | B |
| Cholesterol | 15.0 | 19.4 |
| Trans Fat | Not detected | Not detected |
| Sodium | 2071.2 | 3761.5 |
총 폴리페놀 및 총 플라보노이드 함량 측정
사용한 돈코츠육수의 항산화성 특성인 총 폴리페놀 및 총 플라보노이드 함량은 Table 5와 같다. A안에서의 총 폴리페놀 함량은 2.2 mg/g이 검출되었고, B안 에서는 3.7 mg/g으로 비교적 높은 함량을 보였다.
Table 5.
Total polyphenol and flavonoid content in Tonkotsu broth. (unit: mg/g)
| Category | A | B |
| Total Polyphenol | 2.2 | 3.7 |
| Total Flavonoid | Not detected | Not detected |
색도 측정
로스팅 기술을 적용한 MSG첨가 없는 돈코츠육수의 A안과 B안의 실제 색상 및 라면 조리 시 색상에 대해 Fig. 2에 나타내었으며 색도는 Table 6과 같다. 명도를 나타내는 L값의 경우 B안이 18.3으로 선행 연구의 배합비에 의한 A안의 명도보다 어두운 색상으로 도출된 것을 알수 있다. 이는 부재료의 첨가 비율의 차이로 명도가 감소한 것으로 보인다. 적색도(a)는 적색도의 결과 값이 클수록 적색을 보이며, 작을수록 녹색을 보이는 경향이 있다. A안이 5.6값을, B안이 4.6값을 보였으나 유의적인 차이는 없는것으로 보인다. 이러한 변화는 야채씨즈닝오일, 채종유, 우다짐육, 마늘, 생강의 로스팅에 의한 색상 변화에 기인한 것으로 보인다. 황색도(b)는 황색도의 결과값이 클수록 노란색을 보이며, 작을수록 파란색을 보이는 경향 이있다. A안의 8.1값에서 B안 5.8값으로 유의적으로 감소하였다.
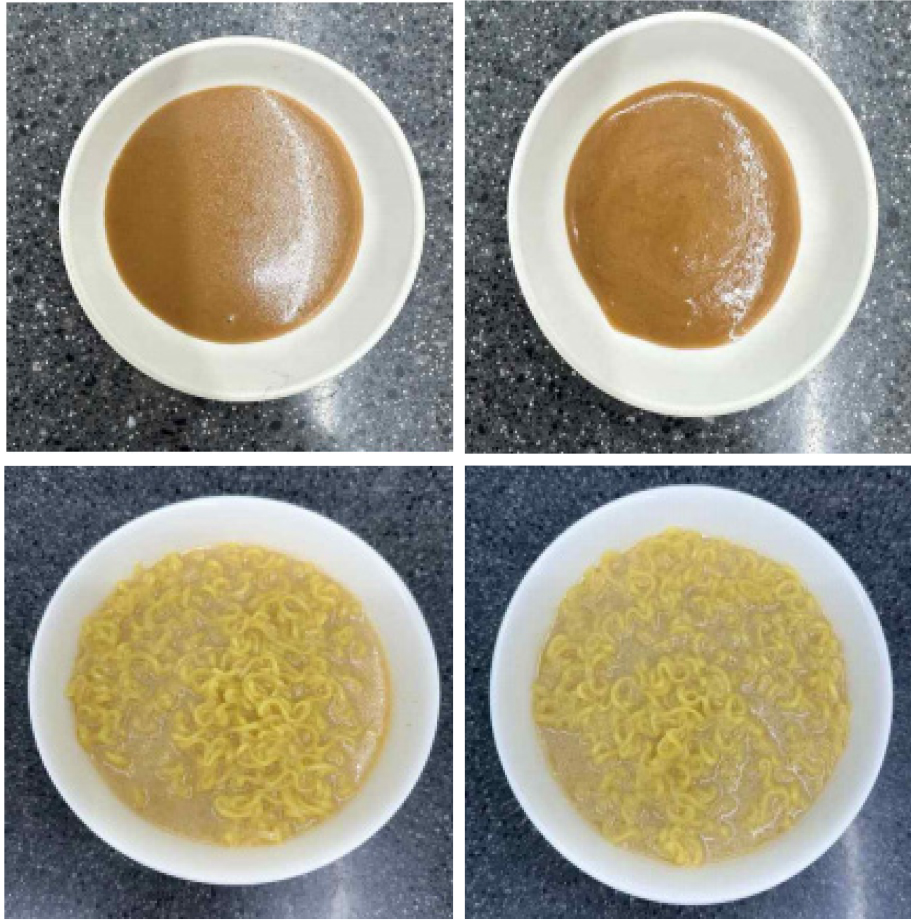
Table 6.
Color intensity of Tonkotsu broth.
| Hunter’s color value | |||
| L (Lightness) | a (Redness) | b (Yellowness) | |
| A | 19.1 | 5.6 | 8.1 |
| B | 18.3 | 4.6 | 5.8 |
와류형 냉각 시스템 성능 평가
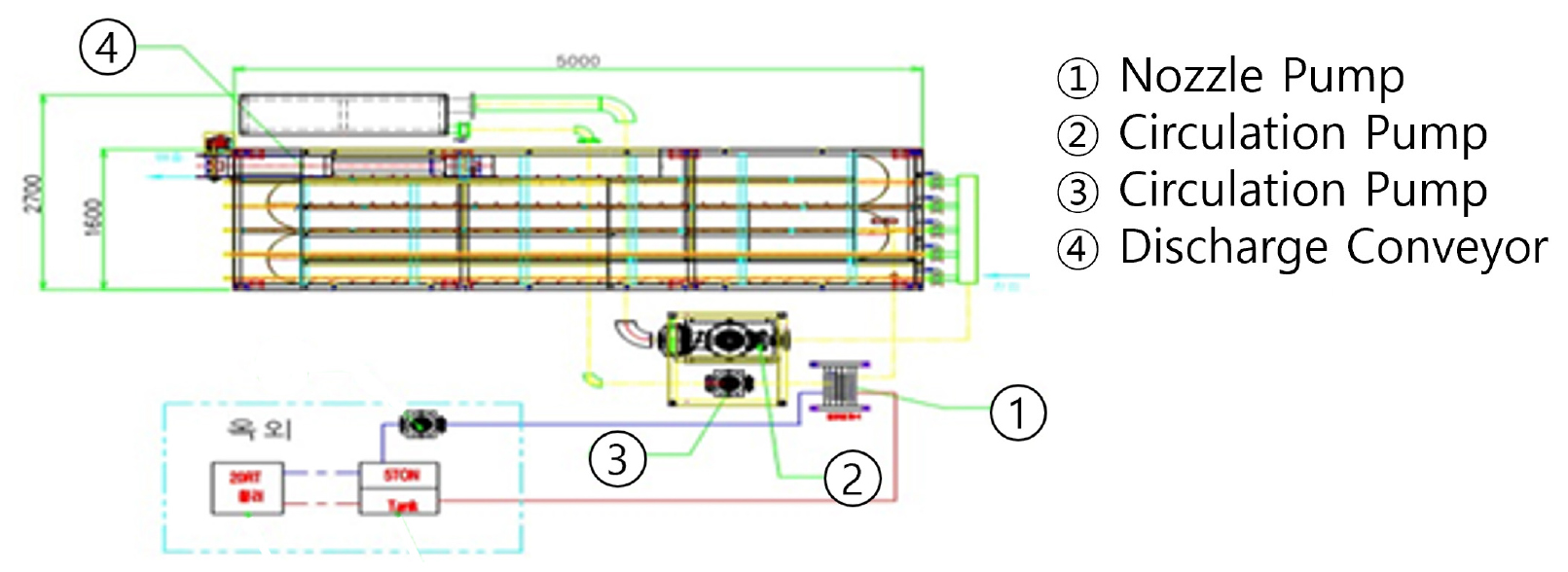
본 연구에서는 강력한 인버터 제어 방식의 펌프(15 Kw)를 이용하여 150 mm 간격으로 Ø2 노즐에서 분사된 냉각수가 와류를 형성하며, 제품이 와류에 의한 회전으로 배출 컨베이어까지 천천히 이동하면서 냉각되도록 설계된 시스템을 개발하였다. 이 시스템은 좁은 공간을 효과적으로 활용하기 위해 수조를 5열로 배열하여 최대한의 냉각 길이를 확보하였다. 구체적으로는 230 mm 폭의 수조를 5열로 배치하여 총 폭 1400 mm, 길이 5000 mm, 높이 1100 mm, 수조 용량 2톤으로 설계되었다. 시스템은 프레임, 배출 컨베이어, 보조 탱크, 노즐 펌프 1대, 순환 펌프 2대, 열교환기, 전기 제어 박스, 칠러 등으로 구성되어 있다. 와류형 냉각 시스템의 공정도는 Fig. 3과 같다.
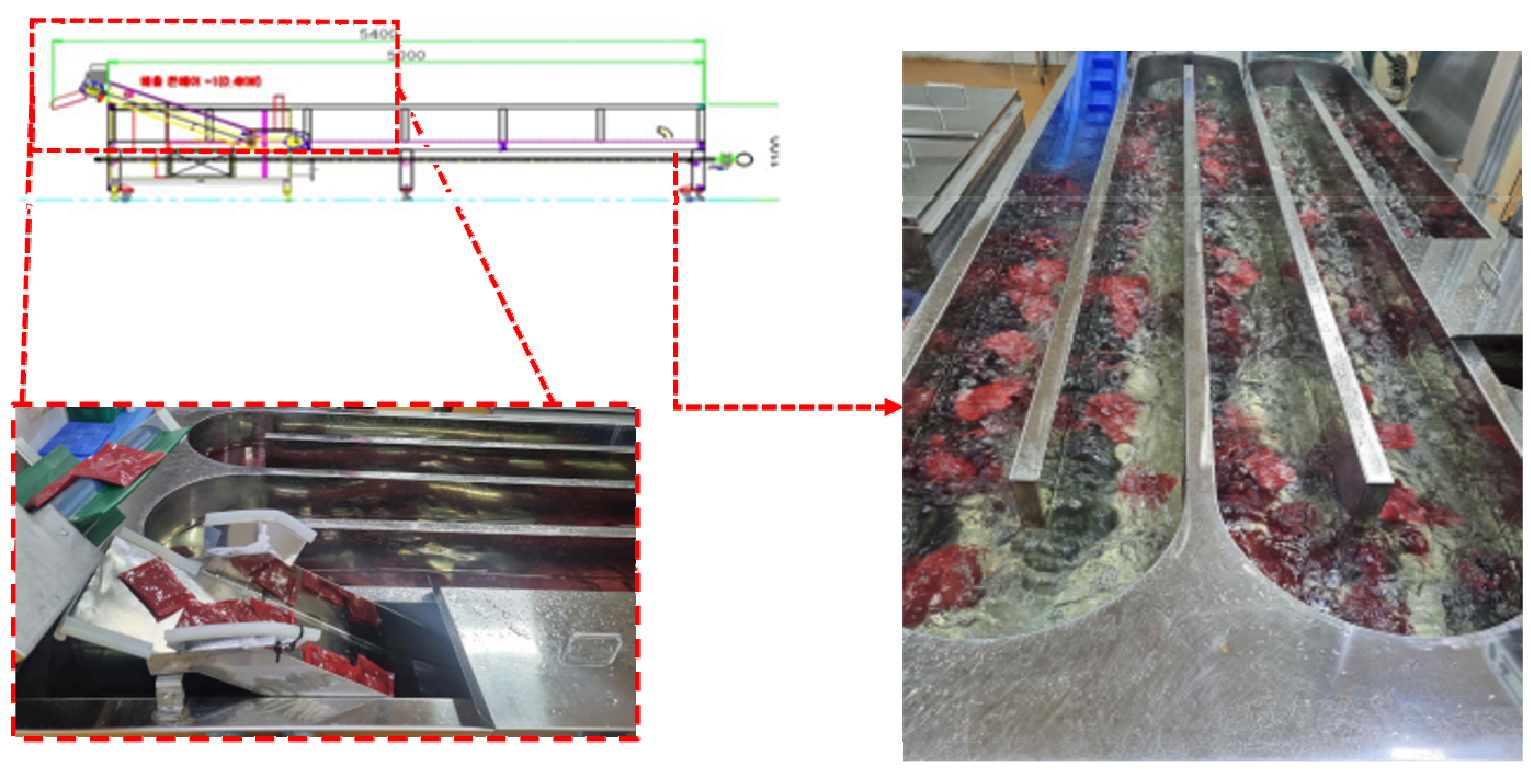
와류형 냉각 시스템의 성능을 최적화하기 위해 수조의 칠러수 온도는 5℃ 이하로 유지하였으며, 시제품의 품온을 50~60℃에서 18℃ 이하로 냉각할 수 있도록 설정하였다. 냉각 속도는 소포장 1개당 1분에서 1분 30초 이내로 소요되며, 시간당 7,200개의 생산성을 확보할 수 있다. 최종 와류형 냉각 시스템의 설비는 Fig. 4와 같다.
와류형 냉각 시스템의 기존 방법과의 비교
기존의 냉각 시스템은 주로 직선형 냉각 방식이나 고정된 물 분사 방식 등을 사용하여 제품을 냉각하였다. 이러한 방식은 냉각 효율이 낮고, 균일한 냉각이 어려운 단점이 있었다. 다음은 기존의 냉각 방식과 본 연구에서 개발된 와류형 냉각 시스템의 구체적인 비교 수치는 Table 7과 같다.
Table 7.
Comparison to traditional cooling.
이러한 비교 수치를 통해 본 연구에서 개발한 와류형 냉각 시스템의 우수성을 명확히 할 수 있다. 구체적으로, 와류형 냉각 시스템은 다음과 같은 특성과 차별성을 보인다:
(1)냉각수 접촉 면적 증대: 기존의 직선형 냉각 방식과 달리, 와류를 이용한 냉각 방식은 제품을 균일하게 회전시키면서 냉각시켜 냉각 효율을 크게 향상시킨다.
(2)공간 효율성: 5열 수조 배열을 통해 좁은 공간에서도 긴 냉각 길이를 확보할 수 있어, 설치 공간의 제약을 극복하였다.
(3)고효율 냉각 성능: 5℃ 이하로 유지되는 칠러수와 와류를 활용한 회전 냉각을 통해 제품의 품온을 신속하게 낮출 수 있으며, 시간당 7,200개의 높은 생산성을 달성하였다.
(4)에너지 절감: 강력한 인버터 제어 방식의 펌프를 사용하여 에너지 소비를 최소화하면서도 높은 냉각 성능을 유지하였다.
본 연구팀의 와류형 냉각 시스템은 기존 냉각 방법에 비해 냉각 효율과 공간 활용 면에서 우수하며, 이를 통해 생산성을 향상시키고 에너지를 절감할 수 있다. 이러한 결과는 와류형 냉각 시스템이 소스 냉각에 있어 기존 방법보다 효율적임을 보여준다.
실온 보관 유통안정성 가속시험
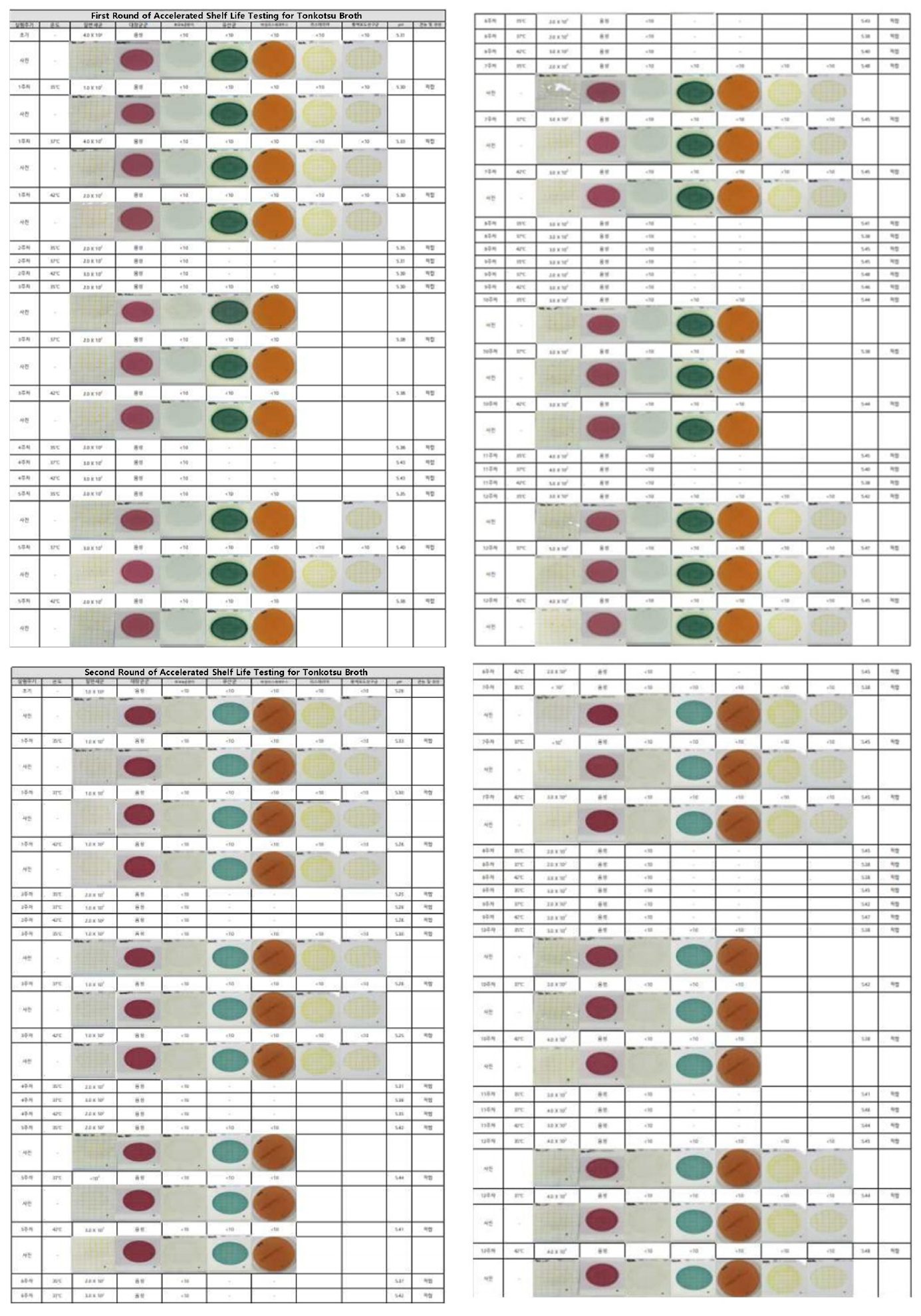
돈코츠육수의 유통 안정성 가속 실험 2회차 분석 결과, 초기 미생물은 규격 내 안정하며 12주차 진행 시, 미생물의 증식없이 안정적이며, 관능 및 성상은 기준치 대비 관능 변화 및 성상 변화 없이 유지되었다. pH도 12주간 기준 규격 이내로 양호하였다. 또한, 품질안전한계기간을 12주로 통상적으로 적용하는 유통기한 안전계수 0.6~0.7에서 0.7을 적용하여 12개월* 0.7(안전계수) = 8.4개월로 실온 보관 8개월 유통에 따른 유통기한 설정이 가능함을 확인 할 수 있었다. 가속 시험 결과에 따른 성분 분석표는 Fig. 5와 같다.
Conclusion
본 연구는 로스팅 기술을 활용하여 감칠맛이 풍부한 MSG 무첨가 돈코츠 육수를 개발하고자 하였다. 특히 아미노산 용액과 로스팅된 재료를 중심으로 한 재료 비율을 최적화하여 풍부한 감칠맛을 구현하고자 하였다. 로스팅 기술의 적용으로 건강한 식품을 선호하는 소비자들의 요구에 부합하는 제품으로 생산이 가능하다고 판단된다. 현재 개발된 돈코츠 육수는 인스턴트 라면용 액상 스프 및 밀키트용 육수로 적합하며, 합성 보존료 없이도 품질과 풍미를 유지할 수 있는 것으로 확인된다. 와류형 냉각 시스템의 개발과 적용을 통해 생산 공정의 효율성을 높이고, 빠른 냉각을 통해 제품의 품질을 유지할 수 있으며 이를 통해 상온에서 유통기한이 8개월까지 가능한 것으로 보인다. 결과적으로, 본 연구는 전통적인 MSG 첨가 육수에 대한 건강하고 자연적인 대안을 제시하며, 현대 소비자들의 선호에 맞춘 건강 지향적인 식품 개발의 가능성을 확인하고자 하였다. 향후 연구에서는 이러한 공정을 대규모로 확장하는 방안과 추가적인 식재료를 통한 맛과 영양 성분의 응용 가능성을 탐구할 필요가 있다고 판단된다.
