

Introduction
Materials and Methods
Description of the self-propelled cabbage harvester
Structural analysis approach and theoretical framework
Power loss and efficiency of the gearbox
Power transmission system design and structural assessment
Field evaluation of the harvester
Results and Discussion
Structural performance of major power transmission components
Gearbox efficiency and power loss analysis
Field evaluation
Picking efficiency and overall machine performance
Design recommendations and future improvements
Conclusions
Introduction
The Republic of Korea stands as one of the leading cabbage producers in the World, with cultivation covering approximately 29,000 ha annually and yielding over 2.05 million tons of cabbage per year (Ali et al., 2021). Cabbage plays a crucial role in Korean agriculture, significantly contributing to vegetable production and serving as a cornerstone of the traditional kimchi industry (Lee et al., 2016). Despite the economic importance of cabbage cultivation, the mechanization level in Korean cabbage production remains significantly low compared to other major crops. Current statistics indicate that mechanization rates for cabbage seeding and transplanting operations hover around 5%, while harvesting mechanization achieves only approximately 13.3% (Lee et al., 2018). The predominance of manual harvesting operations in Korean cabbage production presents multiple challenges including high labor costs, seasonal labor shortages, and physical strain on agricultural workers. Traditional harvesting methods involve manual cutting, collection, and transportation of cabbage heads, which is not only labor-intensive but also time-consuming and prone to crop damage. The average field capacity achieved through manual harvesting is substantially lower than mechanized alternatives, with typical manual operations achieving productivity rates that significantly lag the demands of modern agricultural economics (Kim et al., 2022).
The development of mechanized cabbage harvesting systems has evolved through various technological approaches, ranging from tractor-mounted collectors to self-propelled harvesters designed specifically for vegetable crops (Kim et al., 2025). Modern cabbage harvesters typically incorporate several key subsystems including cutting/shearing assemblies, conveying mechanisms, power transmission systems, and collection units. The cutting assembly, which represents the primary interface with the crop, operates at blade speeds typically ranging from 147 to 395 rpm depending on the specific machine design and operational requirements (Dixit and Rawat, 2022). Power transmission systems in self-propelled cabbage harvesters serve as the critical link between the primary power source and various operational components. The complexity of these transmission systems arises from the need to provide multiple speed ratios and torque characteristics to accommodate different operational requirements (Zhang et al., 2022). Conveying systems require relatively high speeds with moderate torque for material transport, typically operating at transfer speeds of 0.2 to 0.4 m/s to balance throughput with crop damage prevention. Conversely, cutting assemblies may require higher torque characteristics to handle varying crop resistance and soil conditions (Ali et al., 2019).
The design of power transmission components in cabbage harvesters must also accommodate the unique operational environment of vegetable harvesting. Unlike grain harvesting, where crop properties remain relatively consistent, cabbage harvesting involves significant variations in head size, stem diameter, and resistance characteristics (Sarkar and Raheman, 2021). Field studies have documented cabbage head diameters ranging from 89.5 ± 15.24 mm with stem diameters of 18 ± 4.85 mm, creating variable loading conditions that transmission systems must handle reliably (Dixit and Rawat, 2022). Additionally, the operational speeds of cabbage harvesters, typically ranging from 1.1 to 1.5 km/h, create specific dynamic loading patterns that differ substantially from higher-speed agricultural operations (El Didamony and El Shal, 2020).
The structural integrity of power transmission components in self-propelled cabbage harvesters faces multifaceted challenges that directly impact operational reliability, maintenance costs, and overall machine performance. Finite element analysis studies of sprocket teeth have identified stress concentration factors that significantly exceed those predicted by traditional analytical methods, with maximum stress concentrations occurring at tooth root fillets and load-bearing surfaces (Lee et al., 2020). Factor of safety calculations for power transmission components must account for the variable nature of agricultural loading conditions, where standard industrial design factors may prove inadequate. Research has demonstrated that agricultural machinery components experience loading patterns that differ significantly from constant-load industrial applications, with peak loads often exceeding mean loads by factors of 3 to 5 (Kim et al., 2020). Transmission efficiency in cabbage harvester power systems directly impacts fuel consumption, heat generation, and component longevity. Research has indicated that power requirements for cabbage harvesting operations can range from approximately 1.14 kW for unloaded conveying systems to over 15 kW for complete harvesting operations, with significant portions of this power being consumed by transmission losses rather than useful work (Swe et al., 2021). The optimization of transmission efficiency involves trade-offs between component sizing, material selection, lubrication systems, and operational parameters.
Current research gaps in the structural analysis of power transmission components for self-propelled cabbage harvesters encompass several critical areas that limit the development of reliable, efficient harvesting systems. The lack of comprehensive field load data represents a fundamental limitation in current design practices, as most component design relies on simplified loading assumptions rather than measured operational loads. This deficiency is particularly problematic given the unique loading characteristics of cabbage harvesting, where crop resistance, soil conditions, and machine dynamics create complex, time-varying loads that differ substantially from other agricultural operations (Ali et al., 2021). The integration of modern computational analysis methods with traditional agricultural machinery design practices remains incomplete, particularly in the application of advanced finite element analysis and multi-body dynamics simulation to power transmission component design (Xu et al., 2023). While these tools have proven valuable in automotive and industrial applications, their adaptation to agricultural machinery faces unique challenges related to the complexity of crop-machine interactions, variable operating conditions, and the need for robust design solutions that function reliably across diverse agricultural environments (Husaini and Dawud, 2019).
The primary objective involves establishing a systematic approach to stress analysis that incorporates both static and dynamic loading conditions representative of actual cabbage harvesting operations. This study encompasses the development of analytical and computational approach for predicting power losses in various transmission configurations, and field testing to verify performance under actual operating conditions. The research will provide design guidelines for transmission system optimization that balance efficiency, durability, and cost considerations specific to cabbage harvesting applications.
Materials and Methods
Description of the self-propelled cabbage harvester
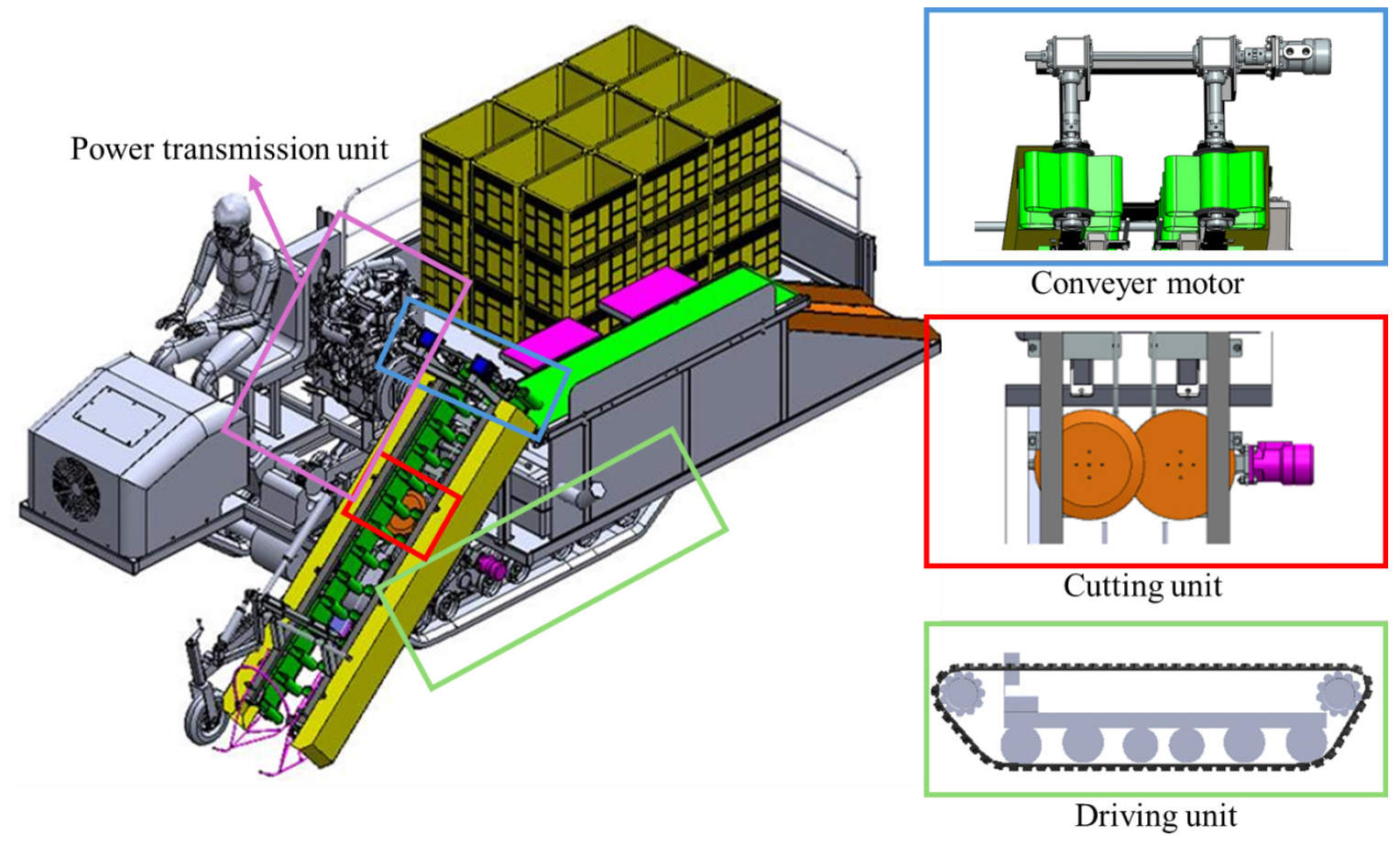
The experimental self-propelled 1-row cabbage harvester was composed of several key functional components: cutting unit, harvesting header, conveying system, power transmission system, chassis and driving unit, and storage unit. The specifications and identified parameters of the machine are summarized in Table 1.
Table 1.
Specification of the self-propelled 1-row cabbage harvester.
The self-propelled cabbage harvester evaluated in this study is a single row harvesting machine specifically designed for efficient mechanized cabbage collection. The power source is a 36.8-kW diesel engine, which delivers torque to the transmission system through a multi-stage gearbox. The chassis is a reinforced steel frame designed to withstand both static and dynamic loading during operation in uneven agricultural fields. The driving system provides tractive force for maneuvering across the field, with adjustable ground clearance to accommodate varying crop heights and soil conditions.
The harvesting header is equipped with cutting blades and lifting devices that detach cabbage from the ground and guide them into the conveying unit. The conveying system, composed of chain-and-slat and belt mechanisms, transfers cabbage smoothly while minimizing physical damage. The power transmission system distributes engine power to the cutting and conveying mechanisms, ensuring synchronized operation. Finally, the cabbages are then deposited into the storage unit, which is designed for easy unloading at collection points.
This design enables continuous harvesting with reduced labor input and improved field efficiency compared to manual collection. The structural analysis in this study focuses on the key power transmission components, as these directly influence machine durability, operational reliability, and energy efficiency. A three-dimensional model of the harvester was developed using commercial CAD software (SolidWorks 2018, Dassault Systèmes SolidWorks Corp., MA, USA) to analyze the structural configuration and evaluate the load distribution of the main components. The overall design of the 1-row self-propelled cabbage harvester is illustrated in Fig. 1.
Structural analysis approach and theoretical framework
Structural analysis of the major power transmission components of the self-propelled cabbage harvester was carried out using a combination of classical analytical methods and finite element analysis (FEA) (Shigley et al., 2015). Analytical methods, including stress–strain relations and fatigue life models, were applied to establish the theoretical background for evaluating stresses, deformations, and failure modes under various operational loads (Varvani-Farahani et al., 2005). FEA was employed to simulate real working conditions by discretizing the complex geometries of sprockets, shafts, blades, and gearbox components into finite elements, thereby allowing the determination of stress concentrations, displacement fields, and strain distributions with higher accuracy (Celik et al., 2018).
This combined approach ensured that both global structural behavior and localized stress effects were captured (Sivakumar and Reddy, 2023). Furthermore, fatigue analysis based on the stress–life (S–N) method and mean stress correction models (e.g., Goodman relation) was used to estimate durability under repeated cyclic loading (Varvani-Farahani et al., 2005). Such integrated methodologies have been widely adopted in agricultural machinery design to verify structural safety and extend service life of critical rotating components (Lee et al., 2020; Jang et al., 2025).
For linearly elastic behavior, stress and strain were related using Hooke’s law (Beer et al., 2006):
Where σ is the applied stress, E is Young’s modulus, and ε is the strain.
To evaluate yielding under multiaxial stress states, the von Mises yield criterion was applied (Shigley et al., 2015):
where σ1, σ2, σ3 are principal stresses.
The factor of safety (FOS) for static loading was determined as (Budynas and Nisbett, 2011):
with σallowable taken as the material yield strength and σactual as the maximum calculated stress in the component. In this study, σallowable was taken as the material yield strength listed in Table 2, while σactual corresponds to the maximum von Mises equivalent stress obtained from the finite element simulations under the specified loading conditions.
Table 2.
Mechanical properties of major power transmission components.
Since the cutting blades, sprockets, shafts, and gearbox components experience repeated cyclic loading, fatigue analysis was conducted using the stress–life (S–N) approach (Stephens et al., 2001). The fatigue strength was derived from experimental S–N curves, and design equations incorporated size, surface finish, and reliability factors.
For fluctuating stresses, the Goodman relation was employed to account for mean and alternating stress effects (Varvani-Farahani et al., 2005):
Where, σa is alternating stress, σm is mean stress, Se is the endurance limit, Su is the ultimate tensile strength, and n is the fatigue factor of safety.
The Goodman mean-stress correction criterion was used because the simulated stresses were well below the yield strengths of the respective materials, placing the components in the high-cycle, elastic fatigue region. Under these conditions, Goodman provides an accepted and conservative estimate of fatigue strength. The Smith–Watson–Topper (SWT) parameter is generally recommended for low-cycle or strain-controlled fatigue where plastic deformation occurs (Stephens et al., 2001). As no significant plasticity was observed in any component, the SWT method was not required for this analysis.
In Eq. 5, D represents Miner’s cumulative damage parameter used for fatigue life prediction under variable-amplitude loading and is defined as (Miner, 1945):
Where, ni is the number of cycles at a given stress level and Ni is the number of cycles to failure for that level. According to the Palmgren–Miner rule, fatigue failure is assumed to occur when D=1.
These theoretical models, combined with FEA simulations, allowed for comprehensive evaluation of stress, deformation, fatigue life, and reliability of the key power transmission components. Similar methodologies have been successfully applied in agricultural machinery design, particularly for sprockets, shafts, and gearbox components subjected to high dynamic loads (Lee et al., 2020; Sivakumar and Reddy, 2023).
Power loss and efficiency of the gearbox
The analytical model breaks down gearbox power losses into their main physical sources. Gear-related losses were classified as sliding friction, rolling friction, oil churning, and windage, which together represent the dominant contributors to transmission inefficiency (Velex and Ville, 2009; Hammami, 2017). Bearing losses were estimated using the SKF method, a widely adopted approach in tribological studies, ensuring realistic representation of rolling element behavior. Losses from auxiliary components such as clutches, synchronizers, actuators, and oil pumps were excluded following the framework of Hsieh and Chen (2016), as the gearbox in this study is a single-speed transmission where such elements are not present. Sealing losses were also considered negligible. On this basis, the total power loss was expressed as the sum of gear and bearing losses, providing a practical estimation of efficiency under operating conditions. Total power in the gearbox can be calculated as(Changenet et al., 2006):
Where, Pb is the bearing loss, Pg is the gear loss, Pcl is the clutch loss, Psyn is the synchronizer loss, Pa is the actuator loss, and Pp is the oil pump loss.
Gear transmission efficiency is determined by the distribution of power losses within the system. In this study, efficiency was assessed using ISO/TR 14179-1/2, building on the AGMA framework (Santapaola, 2022). Bearing losses were calculated from catalog data based on Palmgren’s friction theory (Palmgren, 1959), while windage and churning losses followed Radzevich and Dudley (1994), adjusted for lubricant viscosity and immersion depth. Load-dependent gear losses were derived from rolling and sliding friction models and validated through industrial testing. ISO/TR 14179-2 additionally applies a thermal balance approach, equating power loss with heat dissipation to estimate oil sump temperature and define the maximum transmittable power. For spray lubrication, it also allows calculation of external cooling needs. This method is iterative and adaptable to various lubrication strategies, and the efficiency is expressed as (Santapaola, 2022):
Power transmission system design and structural assessment
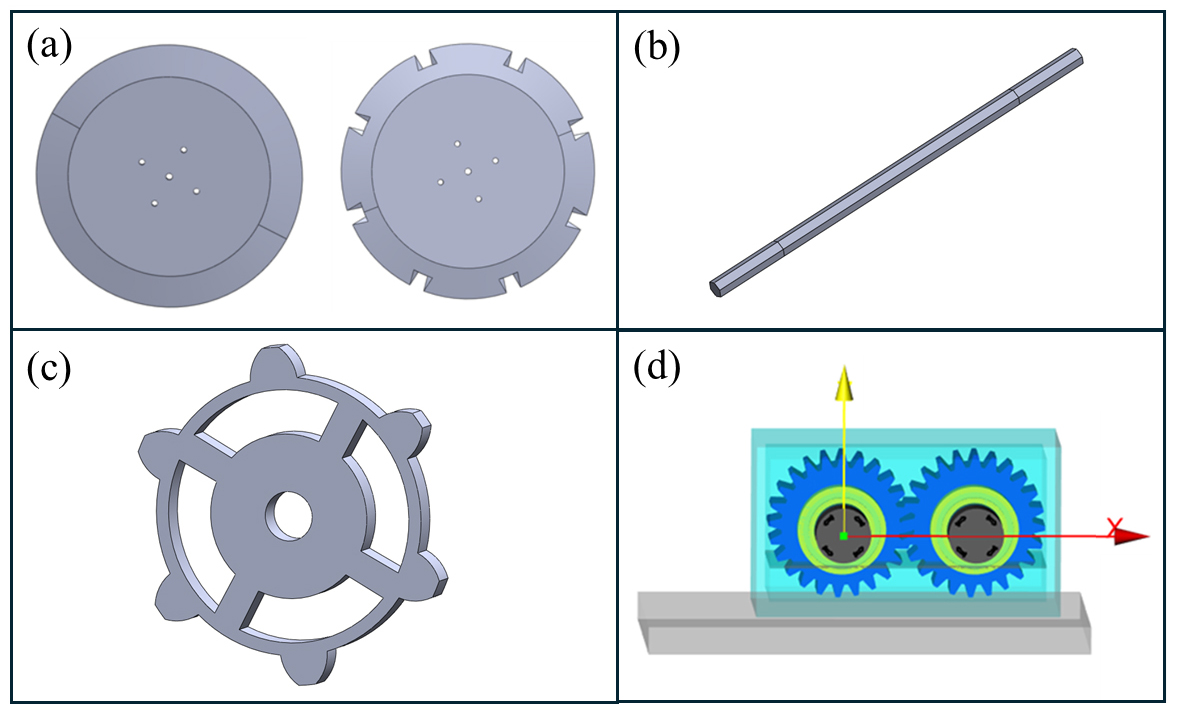
The power transmission system of the self-propelled cabbage harvester was structurally evaluated using finite element simulations and gearbox design software in order to optimize the design prior to prototype fabrication. The major components considered for analysis included the cutting blades, motor shaft, driving sprocket, and gearbox. Three dimensional models of these components were developed using commercial mechanical design and simulation software (SOLID WORKS 2018, Dassault Systems SolidWorks Corp., Waltham, MA, USA) and the geometries were based on prototype measurements and design specifications. Mesh convergence tests were conducted to ensure accuracy of the finite element analysis.
Finite element simulations were performed using second-order tetrahedral solid elements. Mesh sizes were determined through mesh-convergence testing, in which the element size was refined until changes in maximum von Mises stress were within 3%. The final average element sizes were 2.5–3.0 mm for the cutting blades, 3.0–3.5 mm for the motor shaft, 3.0 mm for the sprocket gear, and 2.0–2.5 mm for the gearbox components (Bathe, 1996). Local mesh refinement was applied in regions experiencing high stress gradients, such as blade edges, shaft fillets, sprocket tooth roots, and gear tooth contact zones. This meshing strategy ensured numerical accuracy while maintaining computational efficiency.
The cutting blades (Fig. 2(a)) were designed to detach cabbage stems smoothly, and blade geometry was regarded as a critical factor in determining cutting performance. Two blade configurations were considered for evaluation: a continuous-edge disc blade and a segmented-edge disc blade with lateral cutting features. Both blade types were evaluated under an input speed of 1750 rpm and a load of 200Nm. The analysis included the distribution of stress and strain, displacement, factor of safety, and fatigue life based on stress life curves. Theoretical performance was compared between the two blade designs in order to identify the more reliable option with longer operational life.
The motor shaft (Fig. 2(b)) was designed to transmit power from the hydraulic motor to the cabbage conveyor system, which required stable torque to transport harvested cabbages at a constant speed. The shaft was modeled using AISI 1023 carbon steel with a length of 570 mm, a hexagonal profile of 20 mm across flats, an applied torque of 200 Nm, and an input speed of 300 rpm. The analysis ensured that the shaft could withstand torsional and bending stresses while maintaining durability under field operating conditions.
The crawler wheels (Fig. 2(c)) of the harvester were driven by sprockets that engaged with the crawler belts in order to provide sufficient torque for traction. A six-tooth sprocket gear was modeled using grey cast iron and analyzed in SolidWorks Simulation. The sprocket was designed with a shaft length of 570 mm, a hexagonal profile of 20 mm across flats, a torque of 300 Nm, and an input speed of 150 rpm. Structural performance was evaluated by calculating bending stress, displacement, and fatigue damage, and the effects of variations in tooth face width and pressure angle were analyzed. The values obtained through theoretical calculation were compared with those from finite element analysis for validation.
The gearbox (Fig. 2(d)) was analyzed using KISSsoft 2018 (KISSsoft, Version 2018, KISSsoft AG, Bubikon, Switzerland). Gear geometry, material properties, and loading conditions were defined in accordance with the design parameters. The gearbox gears were manufactured from case hardened steel 16MnCr5, which provided a hardened surface for wear resistance and a tough core for strength. The assessment included calculations of transmission efficiency as well as safety factors for tooth root and flank stresses in accordance with ISO 6336 standards. Power losses caused by gear meshing, bearings, and sealing friction were also considered in the efficiency analysis. The material properties used in the analysis are summarized in Table 2. The values included Youngs modulus, yield strength, ultimate tensile strength, Poissons ratio, and density for each component material.
Verification of the simulation model was performed by comparing analytical stress values calculated using classical torsion, bending, and gear-tooth stress equations (Hibbeler, 2017; Norton, 2011) with the corresponding finite element simulation results. The maximum von Mises stresses from FEA differed from the analytical calculations by less than 5–8%, confirming that the mesh quality, boundary conditions, and simulation strategy were appropriate for design evaluation (Moaveni, 2015).
Material properties used in the finite element simulations were taken from the SolidWorks material library and were cross-checked against standard engineering literature (ASM International 1990; Callister and Rethwisch 2018; Dietrich 1990) to ensure that the values fell within accepted ranges.
Field evaluation of the harvester
Field evaluations (Fig. 3) were conducted in a commercial cabbage field characterized by uniform ridge geometry and soil moisture conditions suitable for harvest. The harvester was operated at a ground speed of 0.2 ms-1, with header height and conveyor speed maintained at constant settings throughout the trials. Each test run was performed on a 100 m plot length along the planting rows. Travel speed was determined as the ratio of distance to time, while operating time was recorded using a digital stopwatch. Images for quality assessment were collected immediately behind the header to document cutting and picking outcomes.

Within each run, three sampling frames, each comprising 20 consecutive plants, were evaluated. For every plant within a frame, data was collected on (i) cut quality and stump height, (ii) picking outcome and classification of mechanical damage, and (iii) missed plants. The recorded counts were cross-checked against the total number of marketable cabbages present in the sampling frame prior to harvest to ensure data accuracy.
Cutting performance was quantified by (a) the proportion of acceptable cuts, (b) mean stump height, and (c) uniformity of stump height. “Acceptable cut” was defined as a clean severance at or below the target height without excessive tearing or fiber pull-out criteria adapted from rotary base-cutting quality work in row crops where cut quality and stubble integrity are standard outcomes (Paulo Testa et al., 2023). Acceptable-cut rate (Qian et al., 2024)
Where, Nacc is the number of acceptable cuts and Ncut is the number of plants actually cut in the sample. Mean stump height
Where, is the mean stump height (mm). hi measured stump height of the ith plant in the sampling frame. n, total number of plants measured in the sample. Uniformity of stump height (coefficient of variation)
Where, CVh, Coefficient of variation of stump height, expressed as a percentage (%). sh, Standard deviation of stump heights (mm).
Picking outcomes were divided into picked-intact, picked-damaged, and missed. Damage was defined as bruising, crushing, or blade scars that downgraded marketability, consistent with picker damage evaluations reported for mechanized harvesters in specialty crops (Doungpueng et al., 2020). Picking quality (efficiency, damage, and loss rates) (Tai et al., 2025)
where Navail is the number of marketable plants present ahead of the header, Npicked are plants delivered to the conveyor, Ndam are picked but damaged heads, and Nmiss are plants left unharvested.
Effective field capacity was computed from harvested area and productive time, while theoretical capacity used the rated cutting width and travel speed. Formulations follow agricultural machinery texts and management guides used internationally (Bainer et al., 1956). Field efficiency (FE)
Results and Discussion
Structural performance of major power transmission components
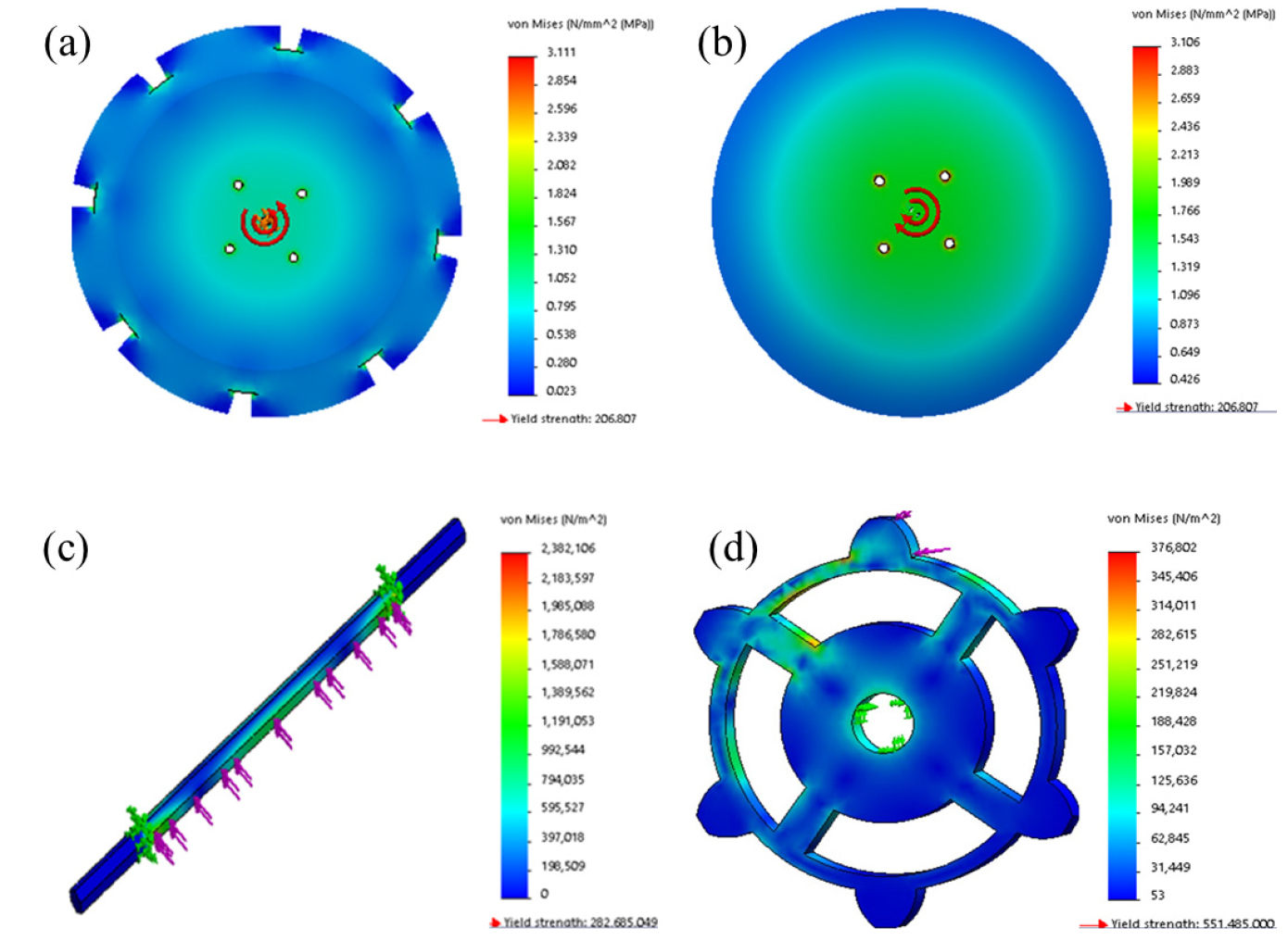
The structural assessment revealed that the segmented-edge blade reached a maximum von Mises equivalent stress () of 3.64 MPa, while the continuous-edge disc blade showed a slightly lower stress of 3.05 MPa under identical operating conditions of 1750 rpm and 200 Nm load (Fig. 4(a), 4(b)). Although both values were well within safe limits, the disc blade demonstrated a higher yield strength (206.8 MPa) and thus greater resistance to deformation. Displacements remained negligible in both configurations, with 0.006 mm for the segmented blade and 0.007 mm for the disc blade, confirming stable structural integrity during operation.
The factor of safety (FOS) analysis further emphasized the advantage of the disc blade. While the segmented blade achieved an FOS of 56.28, the disc blade recorded 115.38, more than double the safety margin (Fig. 4(a), 4(b)). Both values exceed the required threshold of 2, confirming reliability under field loading. Overall, the continuous-edge disc blade proved to be more robust and durable, making it the preferred choice for long-term use in conditions involving cyclic or variable stresses. These findings are in line with earlier research highlighting that continuous or harder blade geometries enhance fatigue resistance and reduce cutting variability in agricultural machinery (Melicherčík et al., 2020; Qian et al., 2024).
The motor shaft, developed to transmit 200 Nm torque at 300 rpm, showed a maximum von Mises equivalent stress of 2.38 MPa, which is far below its yield strength of 282.7 MPa, ensuring that the design operates well within safe limits (Fig. 4(c)). No displacement was observed in the simulations, confirming stable geometry under applied loads. The factor of safety reached an exceptional value of 119, far exceeding the minimum requirement of 2, which demonstrates a significant margin of reliability. Fatigue analysis further supported the shaft’s robustness, predicting a theoretical life of 1,000,000 cycles with fatigue damage below 10%. These results confirm that the shaft is capable of withstanding long-term cyclic stresses encountered in cabbage harvesting operations, consistent with earlier research on fatigue-resistant PTO and conveyor shafts in agricultural machinery (Mandal et al., 2022).
Analysis of the driving six-tooth sprocket showed a yield strength of 551.5 MPa with a maximum stress of 0.38 MPa recorded under load (Fig. 4(d)). No measurable displacement was observed, confirming adequate stiffness and dimensional stability. The FOS was determined as 146, far above the critical threshold, demonstrating the conservative safety margin incorporated into the sprocket design. Fatigue life prediction indicated a maximum service life of 35,000,000 cycles, with a damage rate of only 3%, suggesting the sprocket can withstand long-term repetitive loading with minimal risk of fatigue failure. This result is in agreement with earlier findings that sprockets designed with optimized tooth geometry and robust material selection perform reliably under high cyclic loads (Lee et al., 2020).
The results across all three major components (cutting blades, motor shaft, sprocket) highlight the effectiveness of the design and material choices. All FOS values were substantially higher than the required standards, and fatigue analysis confirmed long service lives with low damage accumulation. Among the blade designs, the continuous-edge disc blade was found to be structurally superior, while the shaft and sprocket designs exceeded durability expectations. These findings collectively indicate that the power transmission system of the self-propelled cabbage harvester can operate safely and reliably under expected field conditions.
Gearbox efficiency and power loss analysis
The gearbox achieved a high overall efficiency of 97.99%, confirming its suitability for continuous power transmission in high torque harvesting operations. The mesh efficiency of 98.3% reflected effective gear engagement, supported by the proper choice of module (3.2 mm) and face width (15 mm), which ensured uniform load distribution across the teeth. The use of 16MnCr5 hardened steel further enhanced wear resistance and fatigue strength, making the gearbox well suited for long service life under cyclic field conditions. The measured output power was 10.26 kW, closely matching the input specification, which demonstrated that only minimal losses occurred during operation.
Loss analysis showed that the gear pair contact contributed the largest share at 187.99 W, whereas losses from bearings (3.2 W each), the output shaft (4.8 W), and the input shaft (3.3 W) were comparatively minor. The calculated root and flank safety factors confirmed structural strength, with the first gear (4.8 and 4.2) showing greater safety margins than the second gear (2.0 and 2.3). The total contact ratio of 1.542, with a transverse ratio of 1.524, indicated smooth meshing and reduced vibration. Together, these results demonstrate that while overall gearbox efficiency is excellent, the largest opportunity for further improvement lies in reducing gear contact friction through lubrication or surface optimization, as also emphasized in previous studies on agricultural gear transmissions (Li et al., 2023; Li et al., 2009; Xu et al., 2007).
Field evaluation
Cutting blade performance assessment in field conditions
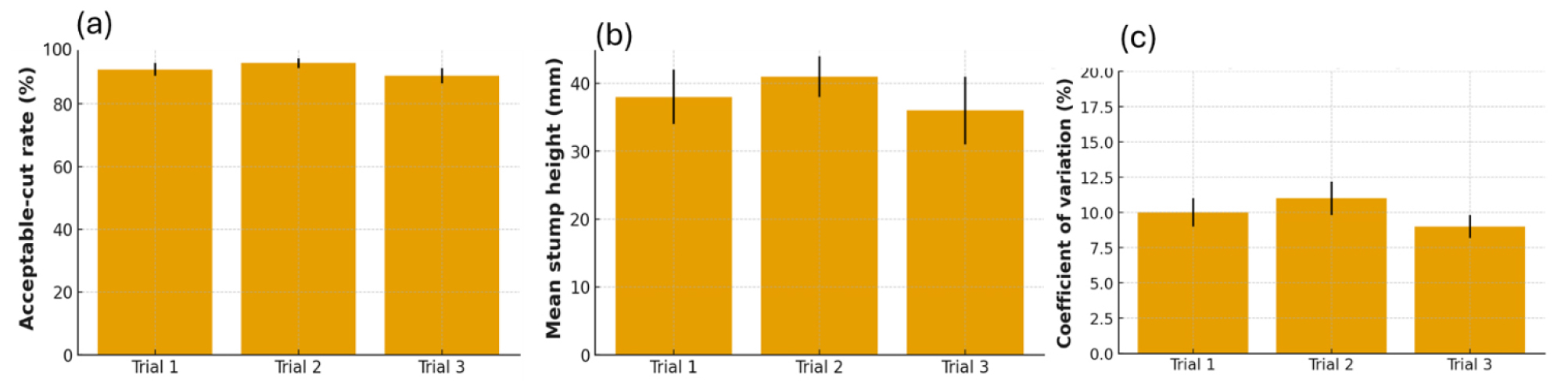
Field trials showed that the harvester maintained a high cutting performance. The acceptable-cut rate exceeded 90% (Fig. 5(a)), which is above the 85% level reported as adequate for commercial sugarcane harvesting (Qian et al., 2024). This indicates that blade geometry and operating speed were well suited for cabbage stems. Mean stump height remained within 35–45 mm (Fig. 5(b)), consistent with calibration targets and previous results for leafy vegetable harvesters (Lee et al., 2020). Variation was mainly caused by soil unevenness, but the coefficient of variation stayed below 12% (Fig. 5c), well under the 15% benchmark for mechanized harvesting (Tai et al., 2025). Such consistency is essential, as irregular stumps can affect regrowth and field uniformity (Bainer et al., 1956).
Picking efficiency and overall machine performance
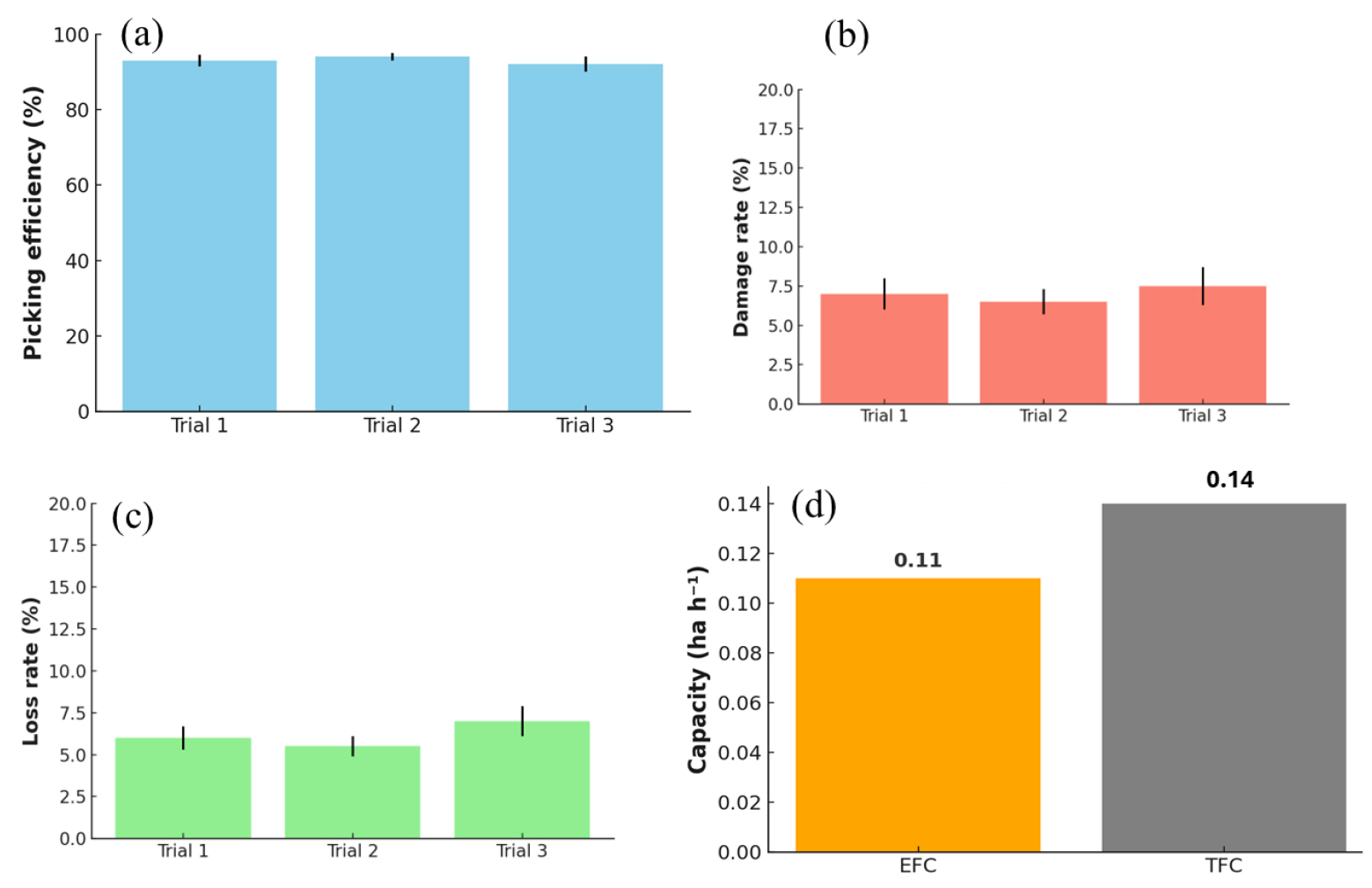
Evaluation of picking performance revealed that the harvester achieved a picking efficiency (ηpick) of 92–95% across field trials (Fig. 6(a)). This indicates that most marketable cabbages present ahead of the header were successfully delivered to the conveyor system. These values are comparable with mechanized corn pickers, which typically report picking efficiencies between 90% and 94% under controlled conditions, and exceed values reported for leafy vegetable harvesters operating in non-uniform fields (Tai et al., 2025).
The damage rate (Dpick) was maintained between 6–8% (Fig. 6(b)), which is lower than the 10–15% damage levels commonly observed in roller-type corn pickers (Tai et al., 2025) and also lower than rates reported for spinach and lettuce harvesters where damage can reach 12–18% under dense plant stands (Melicherčík et al., 2020). Most of the observed damage consisted of outer-leaf bruising or partial tearing, which did not significantly affect marketability.
The loss rate (L), representing unharvested cabbages, averaged 5–7% (Fig. 6(c)). This was primarily attributed to plants outside the effective cutting width or lodged stems missed by the header. Losses remained below the 8–10% threshold generally considered acceptable in mechanized vegetable harvesting (Bainer et al., 1956). Together, these results demonstrate that the harvester achieved a favorable balance of high efficiency, low damage, and minimal loss, confirming the robustness of the picking mechanism under field conditions.
The effective field capacity (EFC) averaged 0.11 ha h-1, while the theoretical field capacity (TFC) was estimated at 0.14 ha h-1, based on a rated cutting width of 0.6 m and forward speed of 0.20 m s-1 (Fig. 6(d)). This corresponded to an overall field efficiency (FE) of 78–80%, which is consistent with reported efficiencies for small-scale mechanized harvesters in vegetable crops (Bainer et al., 1956; ASABE Standards, 2006). The relatively high field efficiency highlights that downtime and non-productive activities were minimal during trials, indicating that the machine is well suited for continuous operation in commercial cabbage fields. Importantly, the EFC values obtained align with practical requirements for small to medium-scale growers, where field capacities above 0.10 ha h-1 are considered economically viable (Tai et al., 2025).
Design recommendations and future improvements
The structural and efficiency analyses of the major power transmission components indicate that the current design of the cabbage harvester is reliable and capable of sustaining long-term field operations. However, several recommendations can further enhance performance, durability, and energy efficiency. First, while the continuous-edge disc blade demonstrated superior robustness compared to the segmented-edge blade, further optimization of blade geometry could reduce cutting resistance and energy consumption. Incorporating advanced coatings or wear-resistant alloys may also extend service life by minimizing edge wear during repetitive cutting cycles. Future research should consider dynamic soil crop interaction modeling to refine cutting blade design for diverse field conditions.
For the motor shaft, the exceptionally high factor of safety suggests that material or dimensional adjustments could be made to reduce weight without compromising durability. Lightweight alloys or hollow shaft designs could lower overall machine weight and improve energy efficiency while maintaining structural reliability. The sprocket design performed well under simulated loading, yet its fatigue life could be further improved through optimized tooth geometry or surface hardening treatments. Integrating modern manufacturing techniques, such as precision forging or additive manufacturing, could also enhance accuracy and reduce residual stress.
In the gearbox, gear mesh losses accounted for the majority of power dissipation despite high overall efficiency. Future improvements should focus on advanced lubrication methods, such as nano-additive lubricants or surface texturing, to reduce friction and heat generation. Additionally, the use of alternative gear materials with superior tribological properties, such as advanced carburized steels or hybrid composite metal gears, may further increase efficiency and reduce wear.
Finally, system-level improvements can be achieved through the integration of smart sensors for real-time monitoring of torque, vibration, and temperature in key components. Such monitoring systems would enable predictive maintenance and prevent unexpected failures during operation. Expanding field trials across varying soil types and crop conditions is also recommended to validate the robustness and adaptability of the system. Together, these recommendations provide a pathway toward improving the harvester efficiency, reliability, and longevity, supporting its wider adoption in commercial cabbage production. In addition, despite the strong agreement between the analytical results and performance outcomes, additional validation under real field conditions such as measurements reflecting actual component weight, operating loads, and long-term durability remains necessary to further strengthen the practical applicability of the system. Incorporating these factors in future studies will enhance the reliability and robustness of the developed harvesting mechanism.
This study primarily focused on evaluating the functional performance of the cabbage harvesting mechanism under field conditions, including cutting efficiency, harvesting losses, and operational stability. However, the structural behavior of key mechanical components such as stress distribution, strain accumulation, and fatigue characteristics was not analyzed experimentally. Strain-gauge-based measurements or finite element analysis (FEA) could provide deeper insights into component reliability and safety factors, particularly under repetitive loading during prolonged operation. Future work will incorporate experimental strain measurement, extended loading tests, and fatigue modeling to complement the field performance results and provide a more comprehensive assessment of system durability.
Conclusions
This study presented the structural and efficiency analysis of the major power transmission components of a self-propelled cabbage harvester, including the cutting blades, motor shaft, driving sprocket, and gearbox. Finite element simulations and KISSsoft assessments confirmed that all components were designed with high structural integrity, safety margins, and long fatigue life.
Among the cutting units, the continuous-edge disc blade outperformed the segmented-edge blade, exhibiting lower stresses (3.05 MPa), a higher yield strength (351.57 MPa), and a greater factor of safety (115.38). The motor shaft safely transmitted 200 Nm torque at 300 rpm, with a factor of safety of 119 and a predicted fatigue life of one million cycles, confirming durability under cyclic loading. The sprocket design demonstrated minimal stress (0.38 MPa), high safety margins (FOS 146), and a fatigue life of 35 million cycles, ensuring reliable traction transmission.
The gearbox achieved an overall efficiency of 97.99%, with an output power of 10.26 kW. Loss analysis revealed that gear pair contact was the dominant contributor to energy dissipation, while bearing and shaft losses were relatively minor. Root and flank safety factors exceeded ISO 6336 standards, and the total contact ratio (1.542) supported smooth meshing and reduced vibration.
Overall, the results demonstrate that the power transmission system of the cabbage harvester is structurally safe, energy-efficient, and capable of reliable long-term operation in commercial harvesting conditions. Nevertheless, further improvements in blade geometry, lightweight shaft design, optimized sprocket profiles, and tribological enhancement of gear contacts are recommended to reduce energy consumption and extend service life. The findings provide a solid foundation for advancing the design of durable and efficient mechanized harvesters for leafy vegetable production.
